








在进行福建高速线材轧制的过程中,可以使用铸坯作为原料替代初轧坯的方式。这样可以大大减少轧制过程中的能耗 损失,可以达到10%左右的。这样就可以大量的减少金属在 轧制过程中的损失,有效地提高加热质量。为了生产可以具 有高质量的高速线材,可以使用连铸空坯工艺技术,这种 进的技术可以不断的提高轧制的技术水平,生产出高质量的钢材。为了保证福建高速线材轧制的质量,要尽量降低开轧 的温度。目前,国外的机械设备增设了水冷箱,保证轧制的 精轧温度可以控制在900℃。也可在轧制机中设置冷水头导 管,这样可以将终轧温度控制在800℃。超重轧制机可以满 足700℃~750℃的轧制要求。
福建方形管常用规格(axbxt) 45a——q345d) 180*1 12 90* r /> 280*28 sp; 40*40*3- 4-14 50*50*4-8 30* -30 90*90*4-12&nbs r /> 2、矩形管常 a——q345d)500*60 -10 40 bsp; 140*80*4-12 &n bsp; 30*50*3 br /> 300*1 0 bsp; 60*40*4-8 &nbs本产品广泛应用于建筑工程、桥梁、钢结构网架、车辆业、机械行业、石油设备、石化设备、核工业、船舶、市政工程、等各行业。 近年来,铁路客运的 速度一直在提高,从250km/h到目前的350km/h,这对高铁所用的相关材料提出了新的苛刻要求。其中,扣件系统作为固定轨道和枕木的零件,其质量的好坏关系着高速铁路的问题。扣件系统中 重要的一部分是条。影响条疲劳寿命的因素较多,如热时产生的折叠、裂纹、热方法不当及元素偏析等,钢材在热过程中的脱碳都会损害条的疲劳性能。
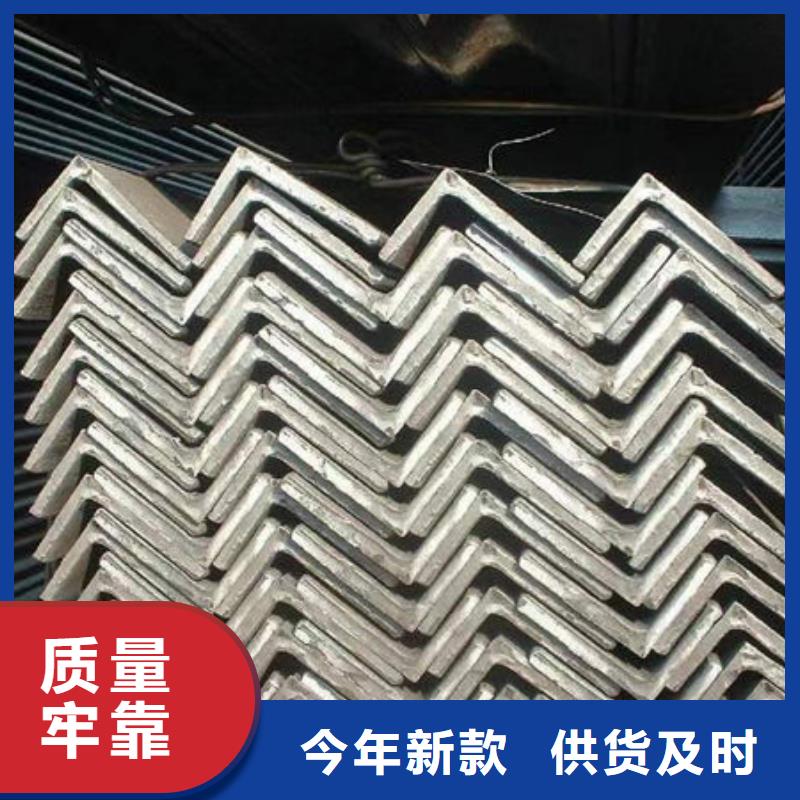
福建角钢的机械性能(1)检验方法:①拉伸试验方法。常用的标准检验方法有GB/T228-87、JISZ2201、JISZ2241、ASTMA370、ГОСТ1497、BS18、DIN50145等;② 弯曲试验方法。常用的标准检验方法有GB/T232-88、JISZ2204、JISZ2248、ASTME290、ГОСТ14019、DIN50111等。(2)性能指标:考核福建角钢材性能的检验项目主要为拉伸试验钢材和弯曲试验。指标包括屈服点、抗拉强度、延伸率及弯曲合格等项。
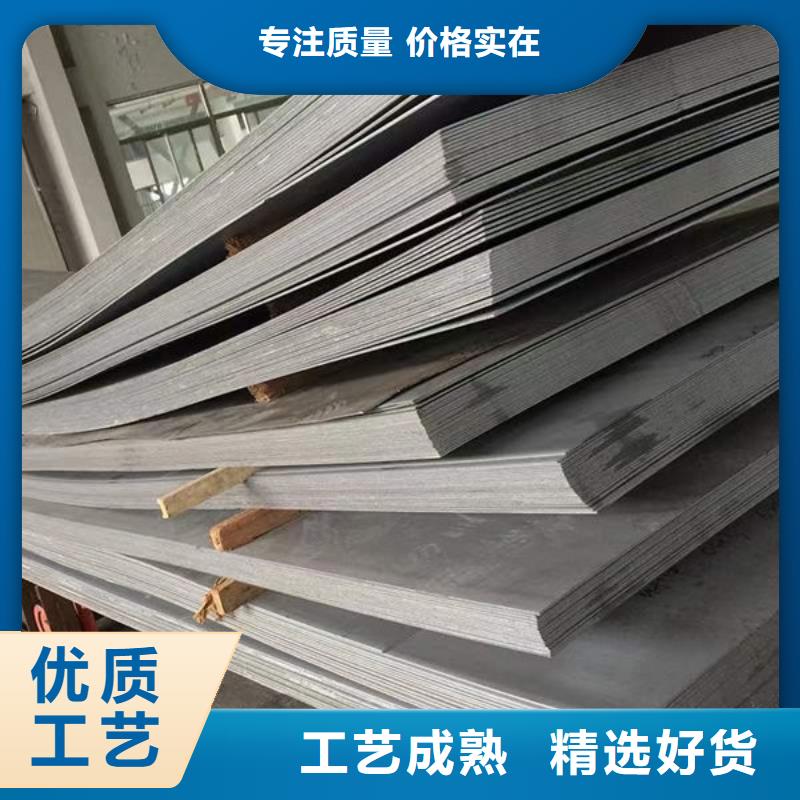
福建H型钢的翼缘都是等厚度的,有轧制截面,也有由3块板焊接组成的组合截面。工字钢都是轧制截面,由于生产工艺差,翼缘内边有1:10坡度。福建H型钢的轧制不同于普通工字钢仅用一套水平轧辊,由于其翼缘较宽且无斜度(或斜度很小),故须增设一组立式轧辊同时进行辊轧,因此,其轧制工艺和设备都比普通轧机复杂。国内可生产的 轧制h型钢高度为800mm,超过了只能是焊接组合截面。 我国热轧福建H型钢材国标(GB/T11263-1998)将福建H型钢分为窄翼缘、宽翼缘和钢桩三类,其代号分别为hz、hk和hu。窄翼缘福建H型钢适用于梁或压弯构件,而宽翼缘h型钢和h型钢桩则适用于轴心受压构件或压弯构件。工字钢与福建H型钢相比,等重量前提下,w、 ix、 iy都不如h型钢。