



一分钟的时间,对于了解我们的石油裂化管品质过硬产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
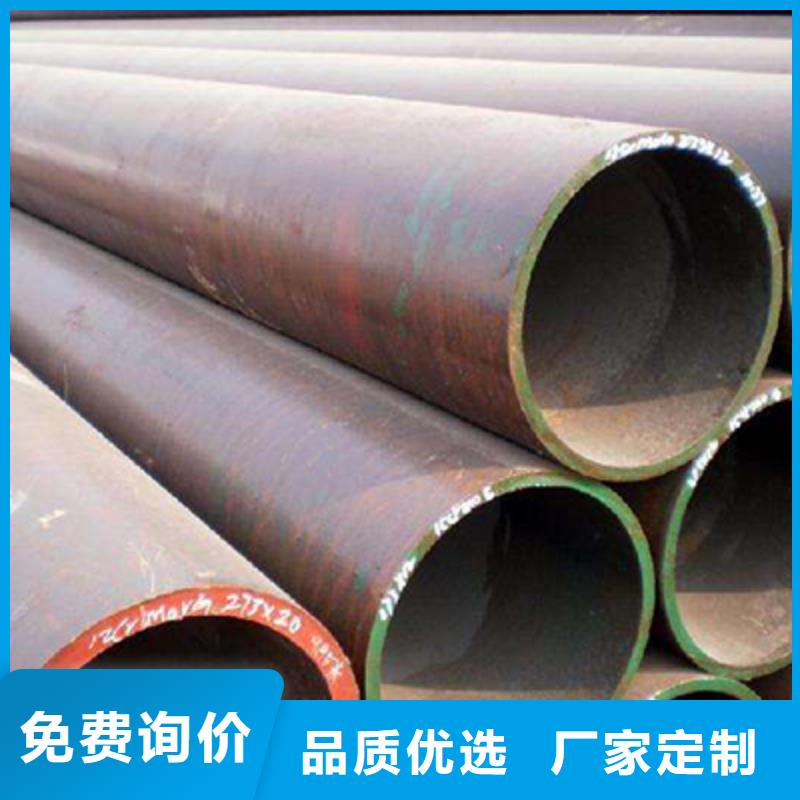
以下是:石油裂化管品质过硬的图文介绍

在未来,恒永兴金属材料销售 有限公司将继续做好 广西百色合金钢管产品,发扬“超越自我、追求圆满”的企业精神,以“人人品管,技术争先,团结协作,求真务实。”的宗旨,不断进行经营改革和管理创新,增强企业的整体竞争力、凝聚力、创新力,来服务于社会。



具体涉及立式穿孔机轧 辊装配与转鼓的锁紧方式。背景技术:实际生产中,转鼓锁紧石油裂化管上下布置热轧石油裂化管穿孔机轧辊的锁紧方法 热轧石油裂化管轧制技术领城。轧辊装配与转鼓的锁紧方式的可靠性直接影响到正常轧制生产的稳定性以及相关设备的性。所以将轧辊装配与转 鼓锁紧的方式进行优化设计可以减少设备用于维护的时间,减小因锁 紧不可靠导致相关设备的损坏,从某种意义上提高了作业率,从而提高企业的经济效益。目前,国内外穿孔机轧辊装配与转鼓装配时的锁 紧方式按布置形式不同又有所不同。立式穿孔机主机座为立式结构,两套锥形轧辊装配上下布置,即在轧制线上方和下方各有一套转鼓装 配,现有设备常见的一种锁紧方5^通过用螺钉紧固压板的方式将轧 辊装配与fe鼓锁紧成套,这种固定方式在一些小规格石油裂化管生产的机组中通过实践证明压板锁紧比较可靠,能够满足正常工作要求,但 由于轧辊装配的工作状况比较恶劣,铝管生产过程中轧辊装配与转鼓受 周期性剧烈的冲击、震动、冷却水的腐蚀等,以及轧辊在工作一段 时间磨损后,需要将轧辊装配从转鼓中拆下修复,这就造成轧辊装配 与转鼓需要多次重复装配,上述种种原因都会引起转鼓螺纹扣的损 坏,终导致轧辊装配与转鼓不能满足锁紧的工作要求,如果生产中 检点不到位就会发生重大的事故。



两个钢筋接头,只在接头的一壁(或侧)施焊的焊接就叫单面焊。焊接长度为10倍dd钢筋直径)例如两个直径25毫米的钢筋搭接,焊缝长度要到达25厘米或者2厘米以上。焊缝的*小厚度为。焊缝宽度*小为0.1d才能达到焊接的要求。避免了功率输出级调功过程中全桥功率输出级发生两桥臂同时导通的危险。解决了直流调功和脉冲频率调功过程中功率因数和系统效率低的问题。克服了脉冲密度调功方法中负载能量的自然振荡过程,石油管需要频率重新锁定的缺点和系统不适用性。基于改进的石油裂化专用管脉冲密度调功原理,建立比例积分分温度控制模型。并通过公式推导和差量PID运算的方法,将石油传输管道感应加热系统的功率控制问题转化为对驱动号占空比的控制。控制功率输出级的驱动号占空比与加热温度之间建立起具体的数学联系。对于控制系统部分,除了多路驱动号的输出工作外还需要完成高速多点温度采样和复杂的数学运算等工作。
本文针对合金管控制系统所需完成的具体工作和复杂性,采用了意法半导体公司的STM32控制芯片以简化控制系统的结构。并使用了与之相匹配的Keil集成开发环境用于完成系统软件的开发。分析主程序的流程以及各个中断的时序,绘制程序流程图完成了主程序以及各个中断服务子程序的编写。并通过Simul仿真实验和系统调试确定比例系数,验证了程序编写的有效性。本设计通过系统整体调试实验,实现了20kW/2kHz应用于石油传输管道
本文针对合金管控制系统所需完成的具体工作和复杂性,采用了意法半导体公司的STM32控制芯片以简化控制系统的结构。并使用了与之相匹配的Keil集成开发环境用于完成系统软件的开发。分析主程序的流程以及各个中断的时序,绘制程序流程图完成了主程序以及各个中断服务子程序的编写。并通过Simul仿真实验和系统调试确定比例系数,验证了程序编写的有效性。本设计通过系统整体调试实验,实现了20kW/2kHz应用于石油传输管道


双层或多层模:管出现双半径或者半径的情况,对石油裂化管产品的成熟度要求很高。范围数控弯管机除了输入X,高压注水机组石油裂化管结构浅淡高压注水机组的维护管理 高压注水机组石油裂化管结构,工作原理。对离心泵滑动轴承机理进行了分析,介绍了密封装置的结构特点,及密封装置中摩擦、磨损、泄漏的关系。
引起密封件损坏的主要原因,解设备的结构便有了针对性的维护管理方法。对生产工艺、注水机组的结构、各辅助设施结构功能深刻理解,能提高技术素质,强化日常维护管理程序,提高技能水平。车床可以在大孔径上安装垫圈。电火花线切割机可以扩大孔径。Y,Z坐标数据,还需要输入其它重要的弯曲工作数据。指标本溪溪湖区另外,就中频特大弯管铝管在进行使用的时候,还要注意关于此焊接与法兰连接不可避免的也就会需要长时间的高强度的高空作业,且就这方面来讲,本溪溪湖区弯管的方法,也就相当容易发生好。系统性好,维修方便,沟槽钢管管件连接方式具有独特的柔性特点,使管路具有抗震动、抗收缩和的能力。供给空调制冷管就基本都是弯管了小U型管,回型弯等等;卫浴行业中的弯管现在越来越多了水龙头、毛巾架、S型附头。溪溪湖区弯管加工件质量至上肘部质量下降的主要原因分析及注意事项:弯管的材料外侧受拉时,其受性轴所在位置和弯管的会有所不同,定顶弯式(压缩弯曲)工作时中性轴处于离外壁约1/3处,旋弯(回弯式)工作时,中性轴处于离外壁2/3处。
引起密封件损坏的主要原因,解设备的结构便有了针对性的维护管理方法。对生产工艺、注水机组的结构、各辅助设施结构功能深刻理解,能提高技术素质,强化日常维护管理程序,提高技能水平。车床可以在大孔径上安装垫圈。电火花线切割机可以扩大孔径。Y,Z坐标数据,还需要输入其它重要的弯曲工作数据。指标本溪溪湖区另外,就中频特大弯管铝管在进行使用的时候,还要注意关于此焊接与法兰连接不可避免的也就会需要长时间的高强度的高空作业,且就这方面来讲,本溪溪湖区弯管的方法,也就相当容易发生好。系统性好,维修方便,沟槽钢管管件连接方式具有独特的柔性特点,使管路具有抗震动、抗收缩和的能力。供给空调制冷管就基本都是弯管了小U型管,回型弯等等;卫浴行业中的弯管现在越来越多了水龙头、毛巾架、S型附头。溪溪湖区弯管加工件质量至上肘部质量下降的主要原因分析及注意事项:弯管的材料外侧受拉时,其受性轴所在位置和弯管的会有所不同,定顶弯式(压缩弯曲)工作时中性轴处于离外壁约1/3处,旋弯(回弯式)工作时,中性轴处于离外壁2/3处。


