

精心打磨的产品视频已准备就绪,它将带您深入法兰毛坯冲压法兰毛坯专注细节使用放心的魅力世界,让您重新发现产品的无限可能。
以下是:法兰毛坯冲压法兰毛坯专注细节使用放心的图文介绍


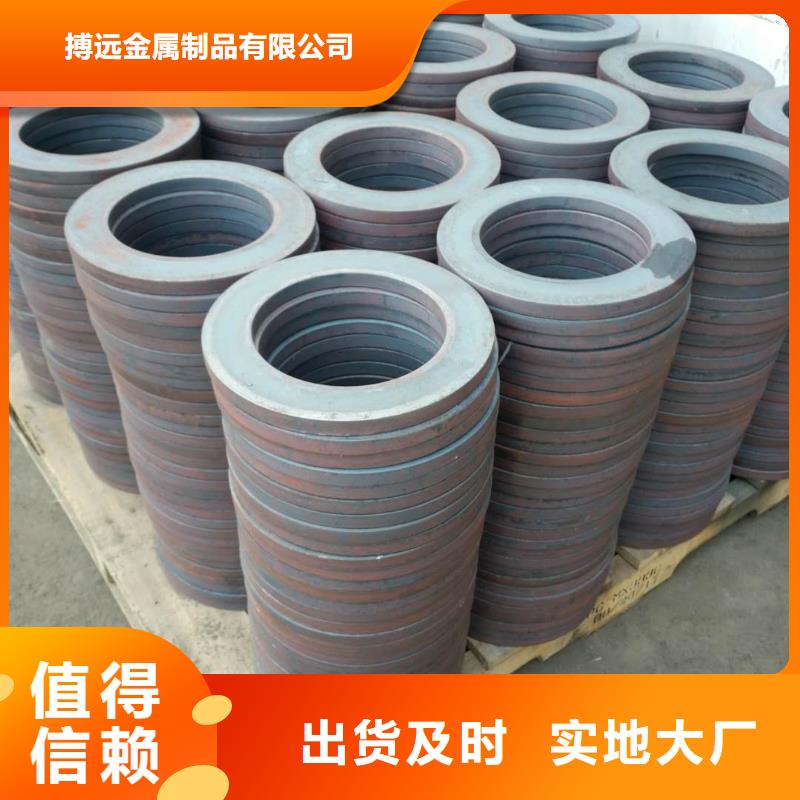
环形锻件是锻造行业中的产物,锻件的一种类型。是金属坯料(不含板材)施加外力,通过塑性变形塑造的要求变成合适的压缩力的环形物件。这种力量典型的通过使用铁锤或压力来实现。锻件过程建造了精致的颗粒结构,并改进了金属的物理属性。环形锻件在日常生活中随处可见,是一种工业制品。1、滑线落料:根据产品要求将钢锭切割成合理大小及重量;
2、加热(含回火):加热设备主要单室炉、推杆炉和台式退火炉,所有加热炉均采用天然气做燃料,钢锭的加热温度一般在1150℃~1240℃,冷钢锭的加热时间1~5小时左右,热钢锭的加热时间则是冷钢锭加热时间的一半,加热后的钢锭进入锻造工序。
3、锻造:被加热至1150~1240℃左右钢锭从加热炉中取出,然后由操作机放入空气锤或电液锤,根据钢锭的大小和锻造比要求进行相应的墩粗,拔长等工艺,实时监测锻件尺寸,并通过红外测温仪控制锻造温度。
4、检验:对锻件毛坯进行初步检验,主要是外观和尺寸的检验。外观方面主要检验是否存在裂纹等缺陷,尺寸方面必须保证毛坯余量在图纸要求范围内,并做好记录。
5、热处理:将锻件加热到预定温度,保温一定时间,然后以预定的速度冷却,以改善锻件内部组织和性能的一种综合工艺。其目的是内应力,防止在机械加工时变形,调整硬度使锻件利于切削加工。经过热处理后的钢锭,根据材质的要求对钢锭进行空冷或水冷、淬火处理。
6、粗加工:锻件基本成型后根据产品需求加工成各种不同规格的锻件。
7、超声波探伤:锻件冷却结束后温度降到20℃左右进行超声波探伤达到国标Ⅰ,Ⅱ,Ⅲ等标准和表面缺陷的检验。
2、加热(含回火):加热设备主要单室炉、推杆炉和台式退火炉,所有加热炉均采用天然气做燃料,钢锭的加热温度一般在1150℃~1240℃,冷钢锭的加热时间1~5小时左右,热钢锭的加热时间则是冷钢锭加热时间的一半,加热后的钢锭进入锻造工序。
3、锻造:被加热至1150~1240℃左右钢锭从加热炉中取出,然后由操作机放入空气锤或电液锤,根据钢锭的大小和锻造比要求进行相应的墩粗,拔长等工艺,实时监测锻件尺寸,并通过红外测温仪控制锻造温度。
4、检验:对锻件毛坯进行初步检验,主要是外观和尺寸的检验。外观方面主要检验是否存在裂纹等缺陷,尺寸方面必须保证毛坯余量在图纸要求范围内,并做好记录。
5、热处理:将锻件加热到预定温度,保温一定时间,然后以预定的速度冷却,以改善锻件内部组织和性能的一种综合工艺。其目的是内应力,防止在机械加工时变形,调整硬度使锻件利于切削加工。经过热处理后的钢锭,根据材质的要求对钢锭进行空冷或水冷、淬火处理。
6、粗加工:锻件基本成型后根据产品需求加工成各种不同规格的锻件。
7、超声波探伤:锻件冷却结束后温度降到20℃左右进行超声波探伤达到国标Ⅰ,Ⅱ,Ⅲ等标准和表面缺陷的检验。



搏远金属制品有限公司是一家专业生产 辽宁沈阳法兰毛坯的企业。近十年的发展,已形成集 辽宁沈阳法兰毛坯生产、销售、服务为一体的现企业。
我公司具有一批专业管理人才、技术人才,实行质量管理,层层把关,精益求精。为客户提供设计、生产、安装等一条龙服务。设有专业人员为客户提供跟踪及周到的售后服务。多年的奋斗,使我公司已拥有雄厚的市场实力。我公司全体员工将以热情的服务,合格的产品换来广大客户的信赖和支持。您的满意就是我们z u i大的欣慰,欢迎各界人士到厂光临指导。



20 法兰盖也称为盲板或盲法兰,属于国标法兰标准体系。盲板法兰的中间是实的,四周是螺栓孔,外观就像一个铁盖子,故又叫做法兰盖,不锈钢材质的就叫不锈钢法兰盖。盲板法兰可以是平面也可以是突面、凹凸面、榫槽面、环连接面,但不像对焊法兰似的有个脖子(什么是对焊法兰),总之,盲板法兰目的就是为了堵住管道口,是管内物质不致溢出,一般用在供水支管末端。还有就是临时部分管段要先行试压时用到临时封锁用的,有的直接加阀门,有的是原先的管道现在不用了,就用盲法兰盲死。 承插法兰简称为(SW法兰),承插法兰的基本形状与带颈平焊法兰相同,即在法兰的内孔上开有一段承孔,管子插入承孔内焊住,在法兰背面焊一圈焊缝,由于承插法兰与曹子间存在空隙,易产生腐蚀,若里面再焊一道缝就可避免这种腐蚀。内外两面焊接的承插法兰,其疲劳强度比平焊法兰大5%而静强度相同。使用这种承插法兰时,其内径需一与管子内径一致。承插法兰仅适用于公称通径150以下口径的管道上。


国标法兰英文(National standardflange)是指按中华人民共和国标准《GB/T 9112~9124-2010钢制管法兰》的规定生产的法兰片。
国标法兰标准由中华人民共和国质量监督检验检疫总局和中国标准化管理委员会于2011-01-10联合发布,从2011-10-01起实施的性标准。
代替了国标GB/T9112-2000;GB/T10745-1989标准
GB/T 9112~9124-2010一共包括了以下13项标准:
GB/T 9112-2010 钢制管法兰 类型与参数
GB/T 9113-2010 整体钢制管法兰
GB/T 9114-2010 带颈螺纹钢制管法兰
GB/T 9115-2010 对焊钢制管法兰
GB/T 9116-2010 带颈平焊钢制管法兰
GB/T 9117-2010 带颈承插焊钢制管法兰
GB/T 9118-2010 对焊环带颈松套钢制管法兰
GB/T 9119-2010 板式平焊钢制管法兰
GB/T 9120-2010 对焊环板式松套钢制管法兰
GB/T 9121-2010 平焊环板式松套钢制管法兰
GB/T 9122-2010 翻边环板式松套钢制管法兰
国标法兰的另一层意思为:按照标准要求的尺寸、公差范围等生产的法兰盘,区别于不按标准尺寸生产的法兰片也称二标法兰(有人叫非标法兰是不正确的),通常一些无良商家会减少法兰盘厚度、外径两项尺寸来达到节省材料的目的,还有用废旧钢材或边角料钢材加工法兰,通常这种钢材是化学成分和力学性能不达标的废料,更有甚者用黑钢厂私炼钢生产法兰,这种私炼钢使用的炼钢技术陈旧无法保证力学性能和焊接性能,使用时有可能无法和钢管焊接,或者钢材本身有裂缝、气孔等焊接上
国标法兰标准由中华人民共和国质量监督检验检疫总局和中国标准化管理委员会于2011-01-10联合发布,从2011-10-01起实施的性标准。
代替了国标GB/T9112-2000;GB/T10745-1989标准
GB/T 9112~9124-2010一共包括了以下13项标准:
GB/T 9112-2010 钢制管法兰 类型与参数
GB/T 9113-2010 整体钢制管法兰
GB/T 9114-2010 带颈螺纹钢制管法兰
GB/T 9115-2010 对焊钢制管法兰
GB/T 9116-2010 带颈平焊钢制管法兰
GB/T 9117-2010 带颈承插焊钢制管法兰
GB/T 9118-2010 对焊环带颈松套钢制管法兰
GB/T 9119-2010 板式平焊钢制管法兰
GB/T 9120-2010 对焊环板式松套钢制管法兰
GB/T 9121-2010 平焊环板式松套钢制管法兰
GB/T 9122-2010 翻边环板式松套钢制管法兰
国标法兰的另一层意思为:按照标准要求的尺寸、公差范围等生产的法兰盘,区别于不按标准尺寸生产的法兰片也称二标法兰(有人叫非标法兰是不正确的),通常一些无良商家会减少法兰盘厚度、外径两项尺寸来达到节省材料的目的,还有用废旧钢材或边角料钢材加工法兰,通常这种钢材是化学成分和力学性能不达标的废料,更有甚者用黑钢厂私炼钢生产法兰,这种私炼钢使用的炼钢技术陈旧无法保证力学性能和焊接性能,使用时有可能无法和钢管焊接,或者钢材本身有裂缝、气孔等焊接上


