
想要了解PE塑钢缠绕管,MPP塑钢复合管主推产品产品的魅力吗?我们为您准备了详尽的产品视频,让您轻松掌握产品的各项功能和特点。请您不要错过,快来观看吧!
以下是:PE塑钢缠绕管,MPP塑钢复合管主推产品的图文介绍
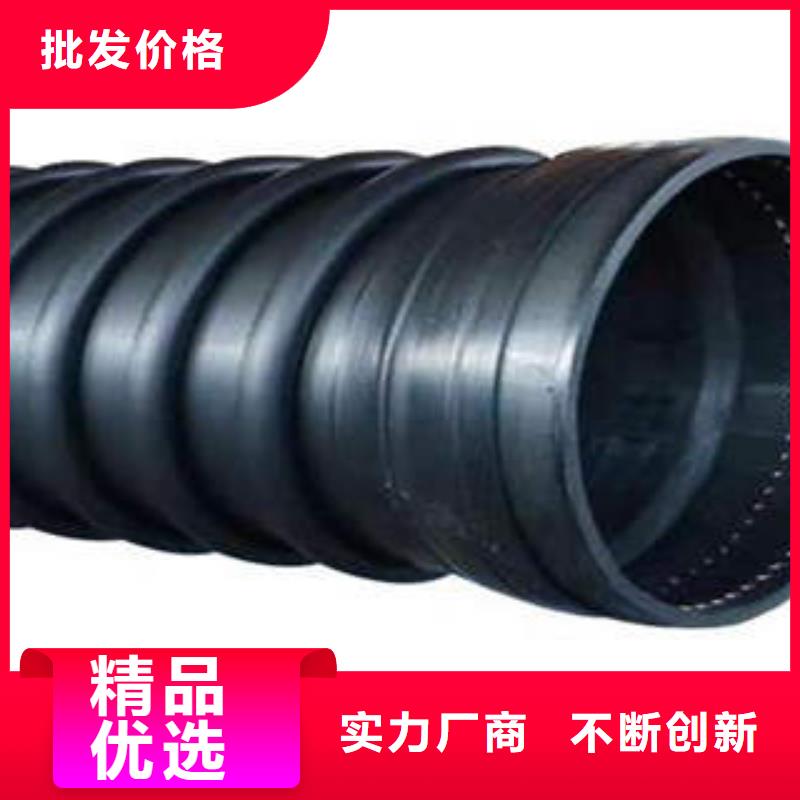
河北电力穿线碳素管

河北电力穿线碳素管的图文介绍
用心制造设计合理



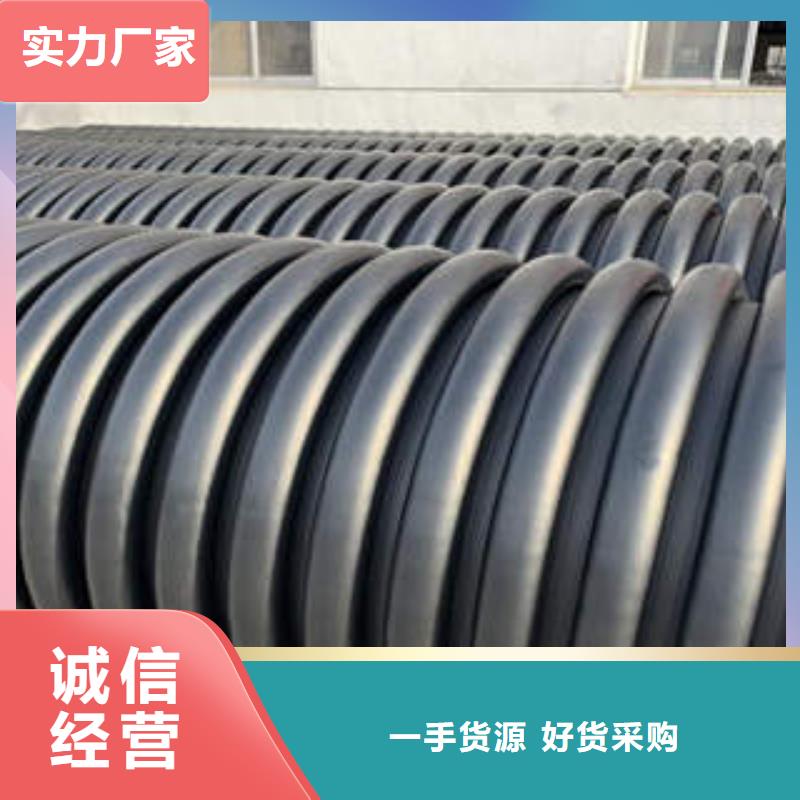
今天带你了解下HDPE塑钢缠绕排水管的生产操作规范。生产操作上料:用真空上料机将物料加入料斗内,启动干燥机对物料进行干燥,干燥温度根据具体情况而定,但不得超过80度。开启挤出机减速箱冷却水,转动出水处球阀调至适当大小以对润滑油进行冷却。当检查无误,确认加温、保温时间达到后,再次拧紧各联结螺钉。(拧紧螺钉时机头各加热器要断电,操作者应带好手套等防护用品)。启动挤出机的驱动电机使螺杆低速运转(<20r/min),稍拨开料斗插板,缓慢加料,待机头出料时,根据料坏的塑化状态及熔体压力显示调整各区温度、螺杆转速及下料量的大小。生产中随时观察挤出机的原料供给,谨防断料。当机头模口开始出料时。
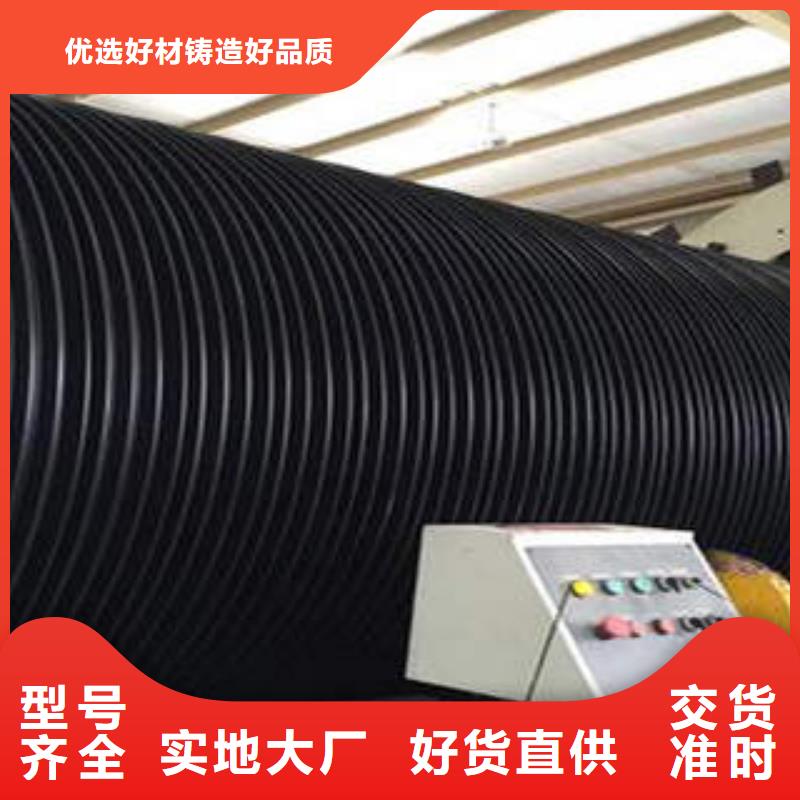
应仔细观察,若管坯壁厚不均匀,应进行调整,使内外层管坯均匀挤出。出料均匀后模口多余的物料。安装好定径套,联结好管路,检查有无渗漏。拆除模口段的18-22区加热器。点动成型机“前进”按纽,使成型机到预定位置,注意模块与定型套间的间隙,如有干涉应进行调整。成型机调整到位后,启动真空泵,打开 段真空。启动成型机使模块运转。启动正常充气,快速充气。启动1#挤出机,一段时间后停止快速充气,待已形成外层壁,一级真空形成压力后,启动2#挤出机,内层真空。管材正常生产后,启动各部冷却。随时注意观察各压力表表压、各级温度、速度变化情况,作好相应的记录。管材通过喷淋冷却槽,启动水泵电机。
对管材均匀喷洒冷却水,使管材进一步的冷却。启动吹干装置除去管材外表面的水分。分别启动切割机、堆放机进行切割和堆放。停机操作停止加热首先合上料斗插板,停止加料,逐渐降低螺杆转速,停止挤出。停止压缩空气、真空,向后退出成型机,管材脱离成型模块后,按下成型机“停止”按纽,成型模块停止运行。停止各部冷却。切断各设备电源、水源、压缩空气。清理现场。停机的处理如遇HDPE塑钢缠绕排水管成型不理想,需要进行调整时。需先停止挤出机,成型机向后退出至适当位置,成型模块继续运转至管材脱离成型模块后停止。遇紧急情况需紧急停机时,按急停按纽,当设备运行中发生重大时,应立即切断总电源。操作注意事项严禁金属块及其他硬质杂物混入物料中。
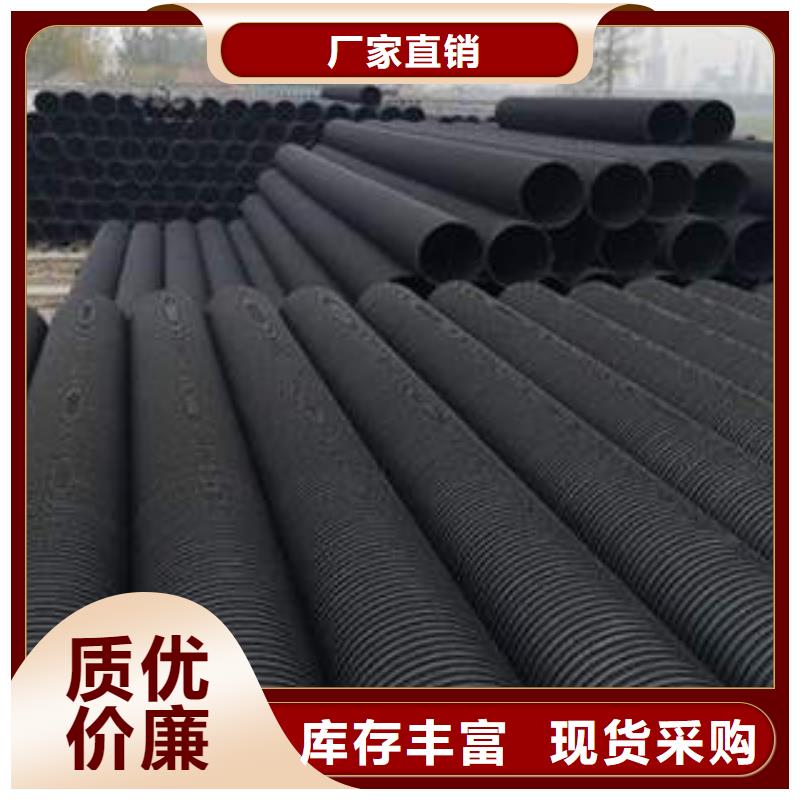
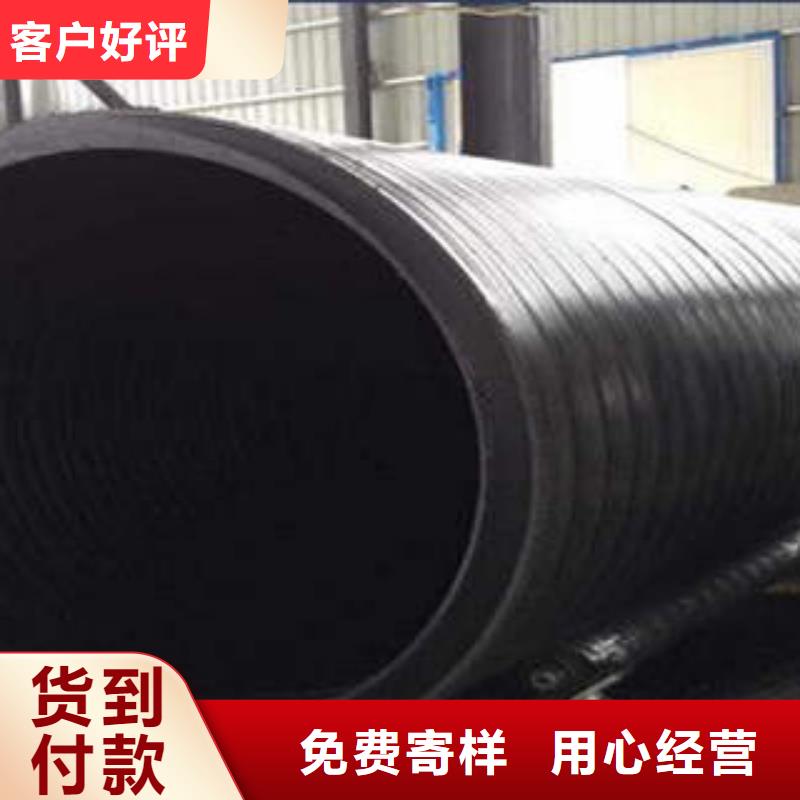
HDPE塑钢缠绕排水管管道修补要点HDPE塑钢缠绕排水管管道敷设后,因意外因素造成管壁出现局部损坏,当损坏部位的面积或裂缝长度和宽度不超过规定时,可采取粘贴修补措施.HDPE塑钢缠绕排水管管壁局部损坏的孔洞直径或边长不大于20mm时,可用聚氯乙烯塑料粘接溶剂在其外部粘贴直径不小于l00mm与管材同样材质的圆形板.管壁局部损坏孔洞为20~100mm时,可用聚氯乙烯塑料粘接溶剂在其外部粘贴不小于孔洞 尺寸加l00mm与管材同样材质的圆形板.管壁局部出现裂缝,当裂缝长度不大于管周长的1/12时,可在其裂缝处粘贴长度大于裂缝长度加100mm、宽度不小于60mm与管材同样材质的板,板两端宜切割成圆弧形.
应仔细观察,若管坯壁厚不均匀,应进行调整,使内外层管坯均匀挤出。出料均匀后模口多余的物料。安装好定径套,联结好管路,检查有无渗漏。拆除模口段的18-22区加热器。点动成型机“前进”按纽,使成型机到预定位置,注意模块与定型套间的间隙,如有干涉应进行调整。成型机调整到位后,启动真空泵,打开 段真空。启动成型机使模块运转。启动正常充气,快速充气。启动1#挤出机,一段时间后停止快速充气,待已形成外层壁,一级真空形成压力后,启动2#挤出机,内层真空。管材正常生产后,启动各部冷却。随时注意观察各压力表表压、各级温度、速度变化情况,作好相应的记录。管材通过喷淋冷却槽,启动水泵电机。
对管材均匀喷洒冷却水,使管材进一步的冷却。启动吹干装置除去管材外表面的水分。分别启动切割机、堆放机进行切割和堆放。停机操作停止加热首先合上料斗插板,停止加料,逐渐降低螺杆转速,停止挤出。停止压缩空气、真空,向后退出成型机,管材脱离成型模块后,按下成型机“停止”按纽,成型模块停止运行。停止各部冷却。切断各设备电源、水源、压缩空气。清理现场。停机的处理如遇HDPE塑钢缠绕排水管成型不理想,需要进行调整时。需先停止挤出机,成型机向后退出至适当位置,成型模块继续运转至管材脱离成型模块后停止。遇紧急情况需紧急停机时,按急停按纽,当设备运行中发生重大时,应立即切断总电源。操作注意事项严禁金属块及其他硬质杂物混入物料中。
HDPE塑钢缠绕排水管管道修补要点HDPE塑钢缠绕排水管管道敷设后,因意外因素造成管壁出现局部损坏,当损坏部位的面积或裂缝长度和宽度不超过规定时,可采取粘贴修补措施.HDPE塑钢缠绕排水管管壁局部损坏的孔洞直径或边长不大于20mm时,可用聚氯乙烯塑料粘接溶剂在其外部粘贴直径不小于l00mm与管材同样材质的圆形板.管壁局部损坏孔洞为20~100mm时,可用聚氯乙烯塑料粘接溶剂在其外部粘贴不小于孔洞 尺寸加l00mm与管材同样材质的圆形板.管壁局部出现裂缝,当裂缝长度不大于管周长的1/12时,可在其裂缝处粘贴长度大于裂缝长度加100mm、宽度不小于60mm与管材同样材质的板,板两端宜切割成圆弧形.


 01
01河北电力穿线碳素管实体厂家层层检测不合格不出厂
 02
02厂家全年不间断生产河北电力穿线碳素管现货随订随发
 03
03可来图来样根据您的需求定制河北电力穿线碳素管
 04
04专业河北电力穿线碳素管售后团队24H为您解决难题

润星电力管材有限公司坚持以市场为核心,以诚信为根本,使公司 河北电力穿线碳素管产品的市场占有率逐步提高,我们将本着“以质量求生存,以创新求发展”的市场方针,竭诚欢迎各兄弟单位、同界同仁、莅临参观考察、洽谈合作,共创美好未来!