




锡林郭勒数控钢筋弯曲中心品质保障

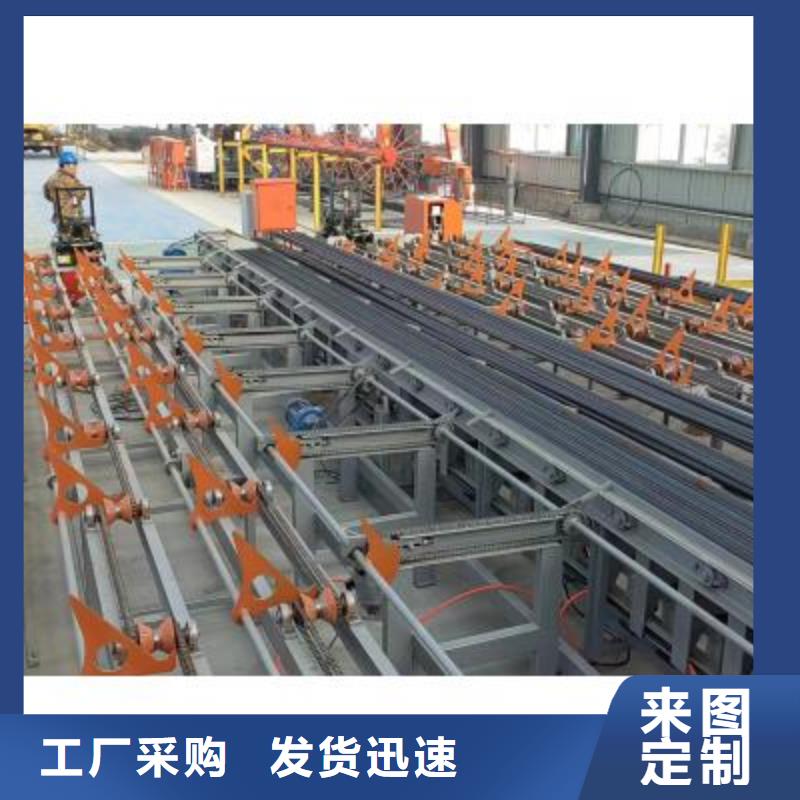
4、锯切生产线主机生产效率高,可对原料钢筋的两端自动定尺齐头,锯切主机采用双立柱设计,升降平稳,锯切稳定;钢筋压紧采用液压油缸两侧压料,压力大,锯切过程中,钢筋不会转动,减少对锯条的损伤,钢筋切头均匀。5、一级套丝辊道输送平台采用链条式传动,可对齐头后的钢筋临时储料,实现加工作业的流水线作业,减少设备的二次搬运,提高生产效率。6、辊道采用V型轮输送无需人工辅助,保证钢筋自动输送至套丝机,套丝完成后自动翻至下一个工序;V型采用耐磨材料。 7、加强型套丝机,使用寿命长,可实现钢筋的自动夹紧、自动剥肋套丝,降低工人劳动强度,提高生产效率。8、可根据钢筋一端套丝或是两端套丝自动选择套丝流程,也可以根据客户要求(墩粗套丝)用来实现率的生产流程。

接头采用等强直螺纹连接技术进行施工,镦粗机采用LD800型号,根据行业标准要求镦粗压力根据钢筋的直径有关取不同的压力,如Φ28钢筋则取24~26MPa,用高压油泵并经过标定自身带有压力表,主要将钢筋端头镦粗至标准的油表读数要求压力即可,用眼睛可直接判断,在每批钢筋加工前作镦头试验,以镦粗量合格为标准来调整***镦粗压力和缩短量。(二)切削直螺纹(采用砂轮切割机进行)。设备介绍:数控钢筋端面铣平机是我公司自主研发的针对钢筋直螺纹连接丝口处理一款高性价比机器。本机以钢筋平面处理,确保钢筋端面平直一致;提高钢筋抗拉强度,施工速度快,效率高,保证工程质量。为了进一步提率前后两端端铣设备,在使用时架体上可以放置多根的螺纹钢,在前端加工完成后,后端的加工设备开始加工处理;对于两台设备而言均不会存在等待时间。
调换与滚丝轮螺距相适宜的垫圈,以保证螺距的正确性,螺距与垫圈厚度的关系见表二。
盲目替换设备零部件。锯床数控体系毛病判别和扫除相对困难一些,有些修补人员一向选用换件实验的办法,不论大件小件,只要以为可能是导致毛病的零部件,一个一个替换实验,成果非但毛病没扫除,且把不应替换的零部件随意替换了,增加了消费者的开支。在修补时,应根据毛病现象仔细分析判别毛病原因及部位,对能修正的零部件要采纳修补的办法康复技能功能,根绝盲目替换零部件的做法。
替换新配件的质量合格。安装后呈现毛病的问题比较常见。在替换配件前,有些修补人员对新配件不做技能查看,拿来后直接安装到带锯床上,这种做法是不科学的。在替换新配件前一定要进行必要的查看测试,检测包含外观及功能测试,保证新配件无毛病,根绝其引起的不必要费事。
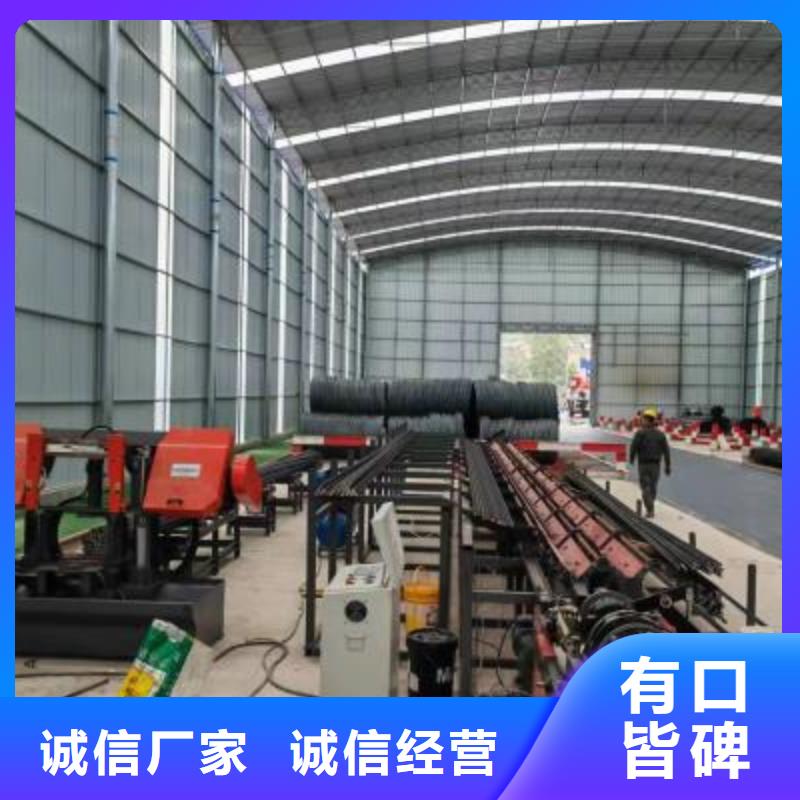
锡林郭勒数控钢筋锯切套丝生产线引进德国技术水平,是一款主要针对于不同钢筋直径、高精度钢筋棒材的锯切,套丝,锡林郭勒全自动数控锯切套丝一体机,能够将钢筋棒材按照需求,自动锯切成所需要长度,并对下好料的棒材进行分类储存,套丝,全自动化大型的数控钢筋锯切套丝设备。采用伺服电机,锯切精度高。锯切后的钢筋自动分料, 套丝方便。通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之 间的距离,采用编码器测量,定尺精度高,可达±2mm,可剪切各种长度的钢筋。采用液压锯切方式,体积小、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀。锯床采用国内专用的双面夹紧锯床。合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快, 便后维护。
