


联系我们

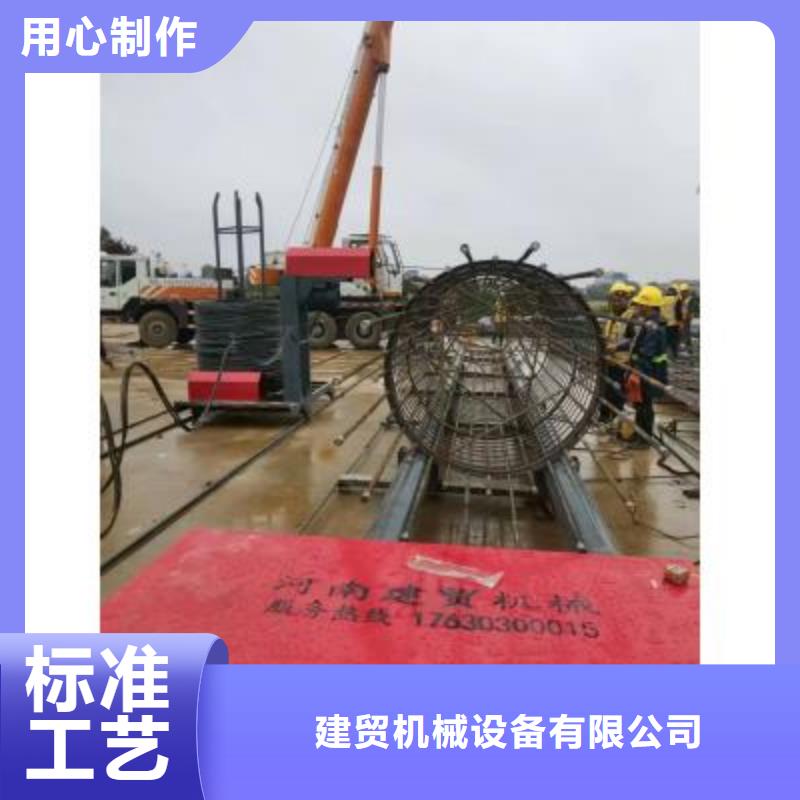
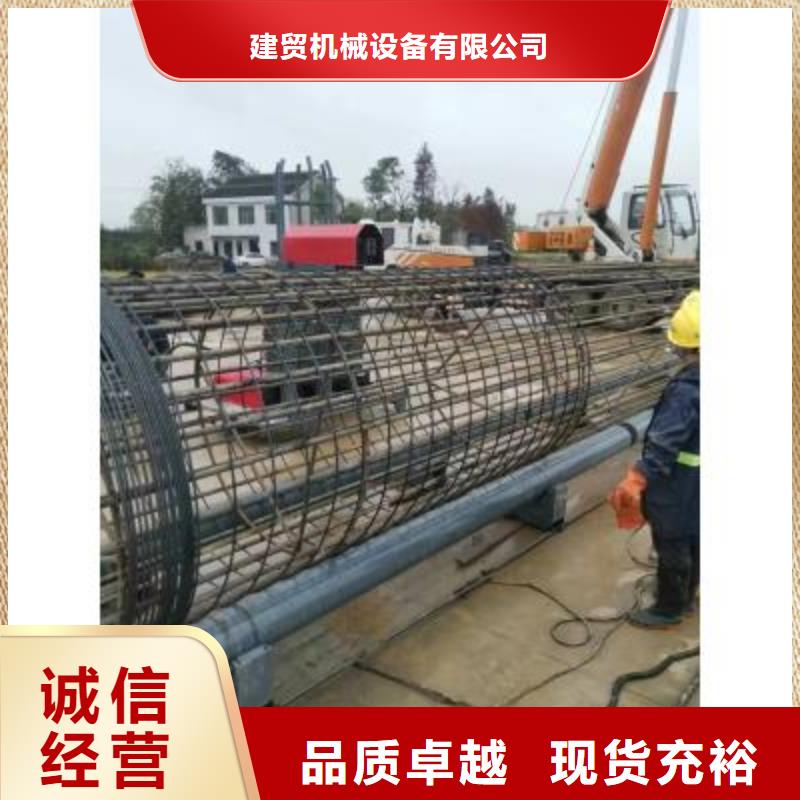
钢筋笼绕筋机质优价廉
更新时间:2024-12-23 02:11:46 浏览次数:4 公司名称:许昌 建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 26000 |
| 发货期限 | 24h |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 最小起订 | 1 |
| 质量等级 | 特级 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMRLJ-3000 |
| 发货城市 | 河南长葛 |
| 产品产地 | 河南长葛 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3.5t |
| 质保时间 | 一年 |
| 设备名称 | 钢筋笼绕筋机 |
| 型号 | JMRLJ3000型 |
| 加工范围 | 400-3000MM |
| 整机重量 | 3500KG |
| 安装尺寸 | 16*5M |




钢筋笼绕筋机所有制作材料严格使用国标钢材,生产严谨,故障率远低于行业平均水平,给客户提供***的售后服务, 时间为客户安装设备, 时间为客户解决问题。
绕线机模块化的基本原理是将绕线机主体、控制系统和外部配置部件,全部按功能和结构分解为一些基本单元模块,然后按客户的需求进行组合配置后售出,以满足不同的市场需求。工业设备的模块化设计,其思想和实践已有多年的历史。在日常生活中,也可以看到很多模块化工业及民用产品的广泛应用。
售后服务:使用我公司产品品质可靠,服务周到、快捷。我们郑重承诺:保修壹年,终身服务。若产品在使用过程中出现故障,在电话、传真和E-mail等手段都无法解决时,我公司将派专业技术人员在省内于36小时、省外48小时内到达现场予以解决,使用户的损失减少到 。
钢筋笼滚焊机运行中工作原理 根据施工要求,钢筋笼的主筋通过人工穿过固定旋转盘相应模板圆孔至移动旋转盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定旋转盘及移动旋转盘转动把绕筋缠。 B. 人员 5-7人/班,工期紧时,可分两班。C. 耗材 CO2气体、焊丝、焊条等就近定点采购。D. 机具 除主设备滚焊机外, 还需准备切断机1台、对焊机2台以上、连接设备1台以上。 笼同心度。 筋笼变形;是10mm以上绕筋较密时,人工更难保证质量。钢筋笼绕筋机
“信就是命、质还是命。”这是河南建贸全体家人秉承“心经”,也是为之努力目标。通过建立人品合一双赢服务,对内打造动态状组织,对外构筑开放平台,成为机电者和规则制定者。

在钢筋笼制作流程中应先行制作桁架筋,并应将桁架筋满焊于上下主筋之间。在布置主筋与分布筋时应确保间距均匀顺直。在钢筋笼起吊前应确保所有焊点已焊接,严禁钢筋笼在起吊中发生因缺焊漏焊而钢筋脱落。在钢筋笼制作中应确保主副吊环标高与交底一致。除此之外,员应在每次起吊前对吊具进行检查,重点检查钢丝绳的完好情况,挂钩要有卡扣。确保所有吊具规范要求。通过调整吊车四个支点的位置使吊车保持在一个平面上后才能起吊。工地3000型湛江钢筋笼绕筋机的搭接,可采取先搭接主筋再做笼子,或先做成笼子后再进行二节笼子的搭接,先搭接主筋再做笼子:把9米的钢筋通过对焊或套筒连接成9米~29米的主筋,再用滚焊机加工成较长的笼子,先用设备做成9米或12米的标准节,再通过搭接焊或帮条焊的方式,把二节短笼子搭接成为较长的笼子。

(钢筋笼的主筋通过人工穿过固定旋转盘相应模板圆孔至移动旋转盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定旋转盘及移动旋转盘转动把绕筋缠绕在主筋上(移动盘是一边旋转一边后移),同时进行焊接,从而形成产品钢筋笼---这就是钻孔灌注桩钢筋笼滚焊机即“钢筋笼成型机”的工作原理.是在PLC上设定间距参数,由PLC控制的,实际是二盘的转速和行走的速度决定的,只要转速及行走稳定,间距的稳定性就有保证,这方面从技术上不存在任何问题。
钢筋笼绕筋机2008年在国内市场推出的全自动钢筋笼滚焊机,结束了手工绑扎笼子的历史,并获得了 一级工法,目前在国内的重点工程中已普遍采用了这种作业方式。公司多个创新产品其技术含量和市场价值都非常高,为公司的发展奠定了坚实的基础。管理是公司 核心竞争力,管理的核心是人才,公司培养的管理人才层出不穷,在不同岗位上发挥了重要的作用,实行的现代企业管理模式,在企业管理上采用了OA、ERP、CRM、MERP等科学管理软件,促进了企业管理的现代化、科学化,以快的速度满足客户的需求。
 广东湛江钢筋笼绕筋机质优价廉
<湛江>建贸机械设备有限公司
广东湛江钢筋笼绕筋机质优价廉
<湛江>建贸机械设备有限公司
切割时要保证断料的长度准确性直径12mm以下的可用人工切割;直径40mm以下的钢筋可用机械切割。
控制误差应根据图纸和配料单所表示的规格、尺寸控制在规定范围之内。钢筋笼绕筋机
5.钢筋笼焊接制作
施焊前,钢筋的装配与定位应符合下列要求:
首先采用帮条焊时间隙应为2.5mm;采用搭接焊应保证两钢筋的轴线在同一直线上,不得错开搭接焊;帮条与主筋之间用四点定位焊固定,搭接焊时两点固定,定位焊缝应离帮条或搭接端部20mm以上。
施焊时引弧应在帮条或搭接钢筋的一端开始,收弧应在帮条或搭接钢筋端头上,弧坑应填满。多层施焊时, 层焊缝应有足够的熔深。主焊缝与定位焊缝,特别是在定位焊缝的始终端,应熔合良好。