

走进真实的场景,感受产品的独特魅力!我们的MPP电力管-钢衬超高分子复合管精品选购视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。
以下是:MPP电力管-钢衬超高分子复合管精品选购的图文介绍


中雄管业有限公司配备了先进的 江西泥浆管道生产设备、雄厚的技术力量及完善的检测手段, 技术力量水平居 江西泥浆管道行业较高地位。 江西泥浆管道产品畅销全国各地,深受用户信赖。 面对激烈的市场竞争及新的考验,公司将继续不断引进新技术、 新工艺,以适应客户需求。



4、MPP电力管冷却
(1)一旦吸热时间到,松开机架,迅速取出加热板(越快越好),然后合拢两管端,其制作时间尽量缩短,不能超过7秒。此时不能打开缷压阀(此时开始计算冷却时间);
(2)冷却时间为5-6分钟,焊接处材料逐渐冷却硬化,此时间内不能移动机架,避免各种可能影响焊接作用的不良搬动撞击接头。冷却到规定时间后,松开卡瓦,取出连接完成的管材。
(3)作用:如果焊接的好,在管材周围的整个圆周都可看到两道光滑均匀圆弧焊缝,每边宽度宽度在10mm以内。




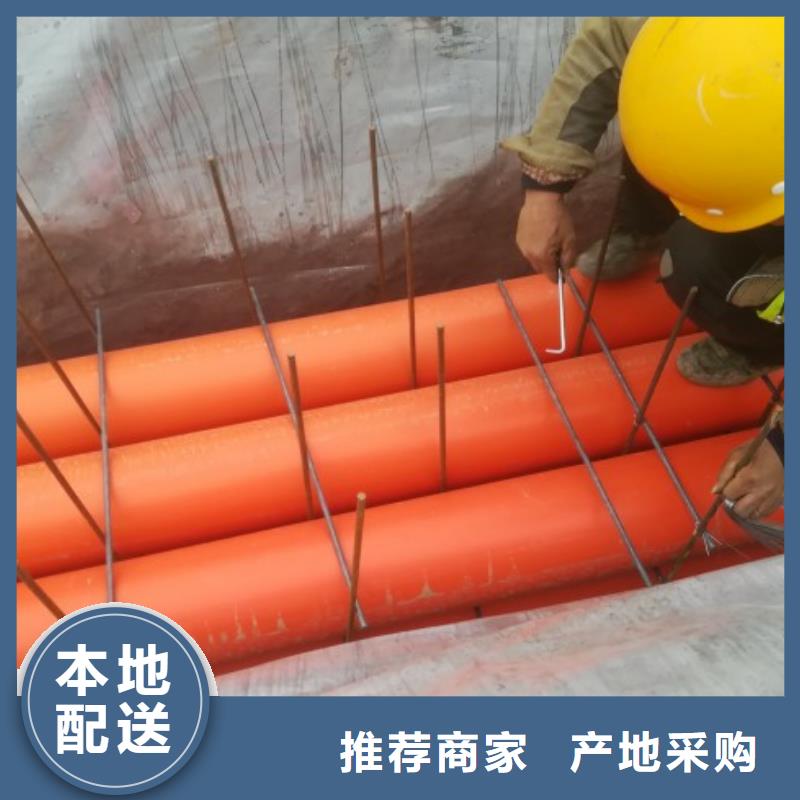
2、MPP电力管端面铣平
(1)将机架后退到较后方,置入铣刀,先打开铣刀电源开关,然后合拢管材两端,并加以适当的应力,直到两端有连续的切屑出现后,(切屑厚度为0.5~10mm,通过调节铣刀片的高度可调节切屑厚度)略等片刻,再退开活动架,关闭铣刀电源;
(2)取出铣刀,合拢两端,检查两端对齐情况:管材两端的错位量不能超过壁厚的10%,通过调整管材直线度和松紧卡瓦予以改善;管材两端面间的间隙也不能超过0.3mm(de225mm)以下、0.5mm(de225mm~400mm),如不满足,应再次铣削,直到满足为止。
注:把管材焊接部分的氧化层铣切掉(较大切削厚度为0.5mm)。管的两端面正好平行(较大偏离为0.3mm)管端的偏心不能大于0.5mm。(注意:管端不能接触弄脏,而且要立刻焊接。)


