

想了解数控钢筋自动滚丝线性价比高产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:数控钢筋自动滚丝线性价比高的图文介绍

锯床带锯条切偏切斜的原因:
首先:带锯条的张紧力不够。这点容易处理,就是挑选数控锯床的时候,要挑选带有张紧绷簧维护的张紧组织,这么要比一般直接硬上的要强许多。一起切成捆锯切时,也要留意张紧力度的挑选。 其次:合金块是不是磨损。合金片?简单说就是带锯床上两个支臂下夹锯条的铁块,两头各有两块,用来夹持锯条用的,主要意图是确保锯条在同一水平线上,以确保锯切的精度。
合金块也算属于消耗品,仅仅相对经用一些罢了,但也有必要定时查看。
:调整支臂间的距离。这是个细节问题,比方你买了个直径130的锯床,正本用来是切开相对大料的,可究竟也有小料嘛,比方80的料,这个时分,疑问就呈现了,你会发现因未及时调整,致使大锯床切开小料的现状。这就致使因距离过长,拉力上就不会均匀,虽然带锯床合金片有起到坚持精度的意图,但因带锯床支臂距离过大,抵消了其效果,这么不小心就呈现了切偏的问题了。


程开关控制,送料时由光栅尺自动检测数据控制,由PC控制器转换锯床切割工作,自动送料返回原点。
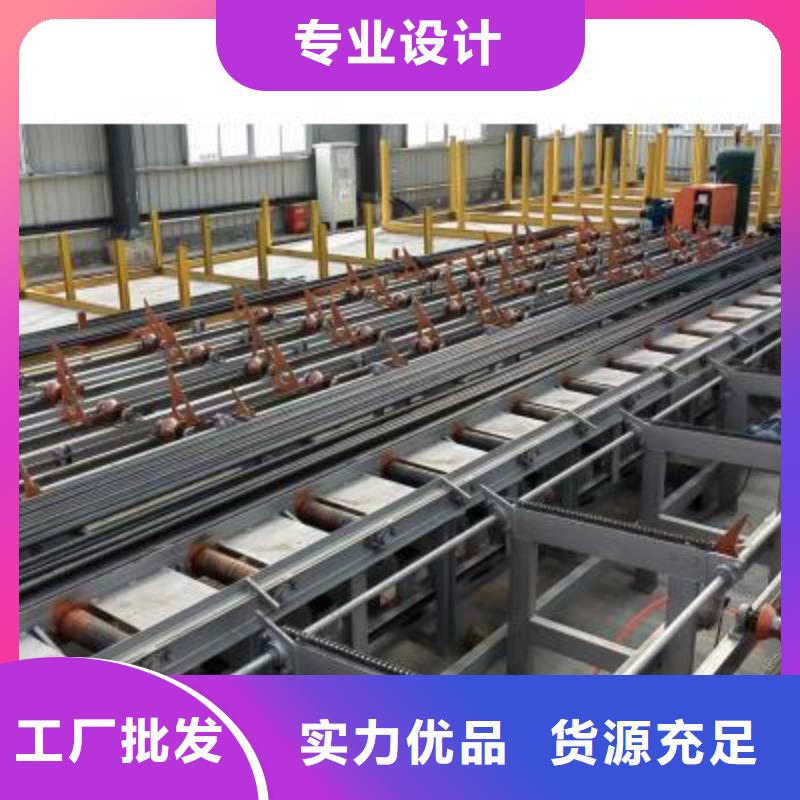
数控带锯床适用于大批量同规格材料锯切,性能稳定,效率高。可取代于普通锯床的3倍工作效率。
人机界面取代传统控制面板功能,数字设定、指示灯等,随时显示设备状态,操作指示,参数设定。(在人机界面电脑上输入锯切长度、锯切数量,轻松一按启动按扭LCD显示液晶屏,锯切输入锯切数量完成后,锯床自动停机等其它功能。
由PLC可编程控制器,设定锯切全过程的自动程序。
送料长度采用光栅尺控制,定位准确精度高,长度误差<0.30mm。
可由数控控制单程自动送料长度400mm。金属带锯床的控制系统:威纶DOP人机界面支持双通讯口联机功能,可同时连接2种不同通讯格式的控制器,架构多机联机网络。(高亮度STN LCD显示3MB Flash Memory 256色彩色)。
台达DVP可编程控制器,全自动控制。
送料长度检测深圳埃莫特光栅尺。
材料夹紧采用油缸夹紧。
可同时叠加多根材料锯切。
线速度根据不同材料锯切,给定不同线速度,达到不同的锯切效率。
数控带锯床适用于大批量同规格材料锯切,性能稳定,效率高。可取代于普通锯床的3倍工作效率。
人机界面取代传统控制面板功能,数字设定、指示灯等,随时显示设备状态,操作指示,参数设定。(在人机界面电脑上输入锯切长度、锯切数量,轻松一按启动按扭LCD显示液晶屏,锯切输入锯切数量完成后,锯床自动停机等其它功能。
由PLC可编程控制器,设定锯切全过程的自动程序。
送料长度采用光栅尺控制,定位准确精度高,长度误差<0.30mm。
可由数控控制单程自动送料长度400mm。金属带锯床的控制系统:威纶DOP人机界面支持双通讯口联机功能,可同时连接2种不同通讯格式的控制器,架构多机联机网络。(高亮度STN LCD显示3MB Flash Memory 256色彩色)。
台达DVP可编程控制器,全自动控制。
送料长度检测深圳埃莫特光栅尺。
材料夹紧采用油缸夹紧。
可同时叠加多根材料锯切。
线速度根据不同材料锯切,给定不同线速度,达到不同的锯切效率。



整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快
整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快开车前必须按机床部位(钢丝刷轴、蜗轮箱、轴承座、蜗杆轴承、升降油缸上下轴、活动虎钳面丝杆)要求加油。蜗轮箱内的蜗轮、蜗杆采用30号机油油浴,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于位置时,油面应位于油标的上、下限之间。一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快
的模拟输入输出模块,使锯削的监控具有广泛的意义,如:锯床只要锯条变形的反馈,即可对锯削速度进行自适应。伺服阀,即可对锯削的速度和位置控制进行。的功能使材料和工件的更方便。的中文界面和实时的图形状态显示,使操作更友好更直观。
公司以“求生存、以创新求发展”的经营理念,“讲诚、重”的宗旨,竭诚为广大客户提供高的产品及满意的服务!
整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快开车前必须按机床部位(钢丝刷轴、蜗轮箱、轴承座、蜗杆轴承、升降油缸上下轴、活动虎钳面丝杆)要求加油。蜗轮箱内的蜗轮、蜗杆采用30号机油油浴,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于位置时,油面应位于油标的上、下限之间。一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快
的模拟输入输出模块,使锯削的监控具有广泛的意义,如:锯床只要锯条变形的反馈,即可对锯削速度进行自适应。伺服阀,即可对锯削的速度和位置控制进行。的功能使材料和工件的更方便。的中文界面和实时的图形状态显示,使操作更友好更直观。
公司以“求生存、以创新求发展”的经营理念,“讲诚、重”的宗旨,竭诚为广大客户提供高的产品及满意的服务!


锯断面
歪斜 1、锯齿钝化
2、进给过大
3、选齿失误
4、导向磨损,松动
5、张力太小
6、齿部分齿受损
7、导向臂分开太宽
8、齿尖粘结切屑
9、锯带安装歪斜 1、更换新锯带
2、适度减小进给量
3、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
4、更换/调整导向块
5、调节张力
6、检查工件硬度和内含过硬渣块,确定加工条件
7、调整导向臂在适当位置
8、检查刷子和切削液
9、重新调整、扶正锯带
通过观察“锯屑”状态判断“进给率”和“带速”匹配的正确与否 通过观察锯切产生的锯屑厚度和形状可以判断锯切时的选齿、给定线速度、进给率(量)等参数是否正确。观察下列三种锯屑:
1、锯屑又厚又重,呈现兰色,盘卷密实,说明锯切数据不正确。是低带速高进给率所至,应提高带速降低进给率;
2、锯屑又碎又薄,盘卷松紧不一,说明锯切数据不正确。是高带速低进给率所至,应降低带速增大进给率;
3、锯切产生厚薄均匀,盘卷松紧适当,如同弹簧般的螺旋状锯屑,说明锯切数据正确。
歪斜 1、锯齿钝化
2、进给过大
3、选齿失误
4、导向磨损,松动
5、张力太小
6、齿部分齿受损
7、导向臂分开太宽
8、齿尖粘结切屑
9、锯带安装歪斜 1、更换新锯带
2、适度减小进给量
3、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
4、更换/调整导向块
5、调节张力
6、检查工件硬度和内含过硬渣块,确定加工条件
7、调整导向臂在适当位置
8、检查刷子和切削液
9、重新调整、扶正锯带
通过观察“锯屑”状态判断“进给率”和“带速”匹配的正确与否 通过观察锯切产生的锯屑厚度和形状可以判断锯切时的选齿、给定线速度、进给率(量)等参数是否正确。观察下列三种锯屑:
1、锯屑又厚又重,呈现兰色,盘卷密实,说明锯切数据不正确。是低带速高进给率所至,应提高带速降低进给率;
2、锯屑又碎又薄,盘卷松紧不一,说明锯切数据不正确。是高带速低进给率所至,应降低带速增大进给率;
3、锯切产生厚薄均匀,盘卷松紧适当,如同弹簧般的螺旋状锯屑,说明锯切数据正确。


建贸机械 有限公司拥有 甘肃天水数控钢筋切断机研发、生产、营销、质检、物流仓储等完整的管理体系。立足于国内市场,以的品质和服务为广大用户提供值得信赖的 甘肃天水数控钢筋切断机产品。 甘肃天水数控钢筋切断机产品不断创新,及时满足市场需求。公司在合肥、上海和深圳建立了三个 甘肃天水数控钢筋切断机生产基地,组建了遍及全国的销售服务网络。 专业成就品质,科技引领未来。公司本着“品质优异、客户至上、诚实守信、和谐发展”的经营理念,愿与海内外客户精诚合作,共赢发展。


