

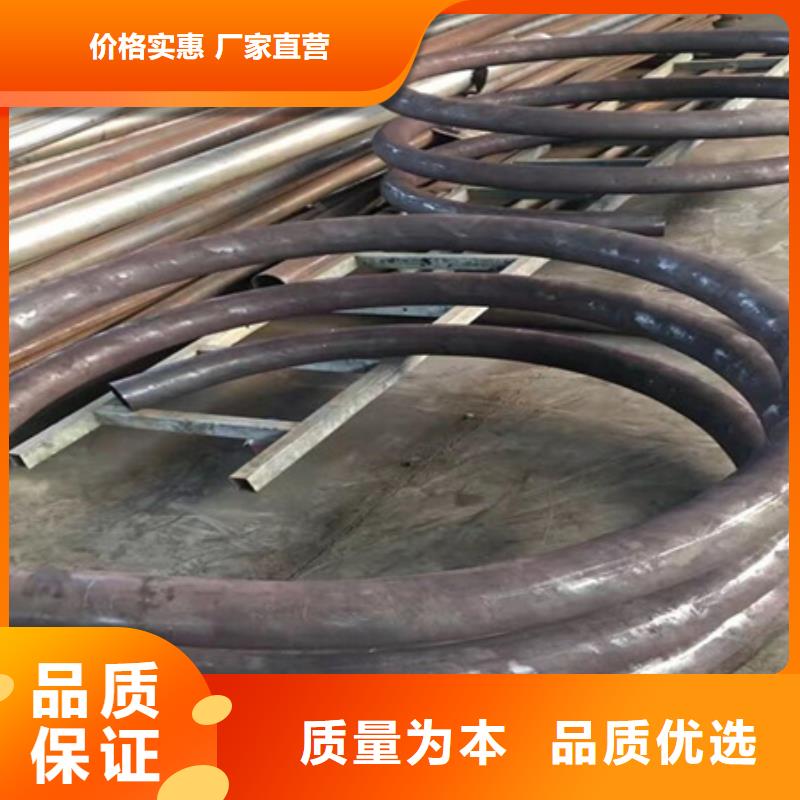





管件常见弯管方法及其7种弯管方式详解接头常见的弯头方法有压力管、轧辊弯曲、轧辊弯曲、挤压4种,实际弯头方法有以下几种简洁明了折弯:这类折弯无需专用型磨具,在冲压机上就可以进行。辊:四辊压机或通道压机,用带槽辊弯曲,折射率均匀。辗压式旋转:用竖柱式或竖式弯曲机弯曲模式挤压弯曲:这种挤压弯曲方法水管横截面情况标准。挤压加工的一般选择。带纠正的折弯:这类折弯方式水管不容易挤扁。芯轴式挤弯:这类挤弯一般为热挤拉弯:纵柱式和纵柱式的弯曲机也弯曲,但是夹着关键部分抵抗纵向的拉力。
弯管机设备成形极限应都包括什么弯曲设备在使用过程中的关键是使用触摸屏幕和数控机床模块,会话实际操作,程序设置简单简单,所有新产品床结构稳定,使用时不变形,每档可设置16个弯曲视角,计算机内存可存储16组档案。弯管机俱慢速度定位服务,弯管视角稳定,重复定位精度达±0.1°,错漏信息屏幕上呈现,协助作业者立即清除,提供自主研发之坐标转换弯管生产加工值,软件可购买装到桌面式计算机改动计算。
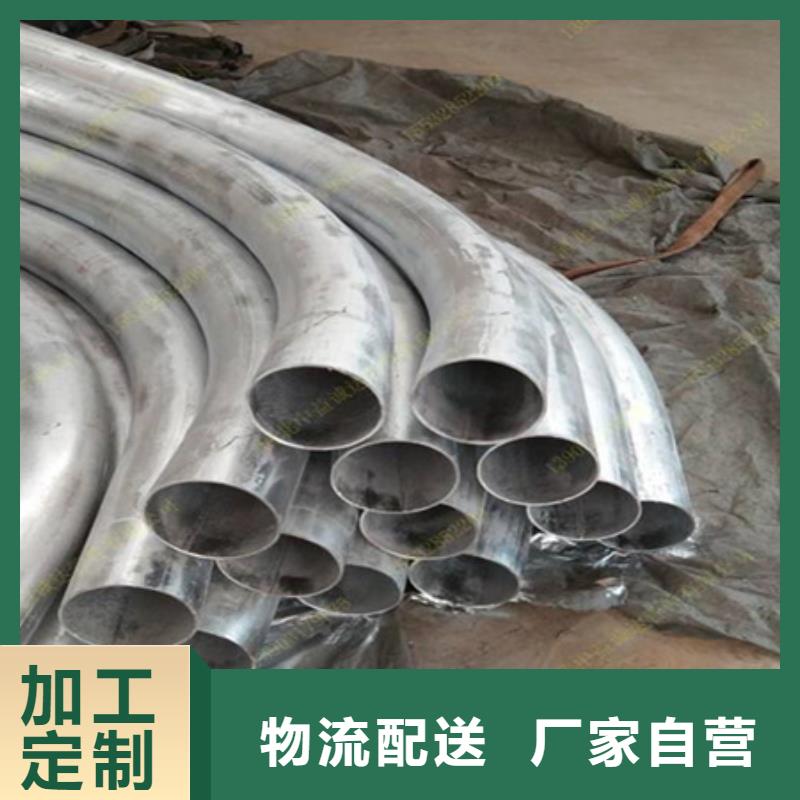
弯管设备的管道弯曲与板材弯曲相同。管径为D时,纯弯曲,受外力矩M影响时,中性层两侧壁厚受拉伸应力影响,σ1、壁厚变软;受拉伸应力影响的中性层内壁厚σ壁厚增厚的作用。此外,由于F1和F2的作用,截面的形状由椭圆形变为椭圆形。若变形过多,两侧壁厚会出现裂纹,内侧壁厚会出现皱纹。
弯管机设备管道的变形程度通常取决于小弯曲半径R/D和相对较薄的T/D数据尺寸,R/D和t/D值越低,变形程度越高。变形水平必须在允许的范围内控制,以保证管道的成型质量。管件的弯曲成型极限不仅取决于材料的机械性能和弯曲方法,还取决于管道的使用要求。
管材的成形极限一般包括以下几种具体内容:
(1)中性层两侧拉伸变形区域内zui较大的拉伸变形不超过原材料的可塑性允许值而发生破裂;
(2)中性层里侧收紧变型区域内,受径向压应力功效的薄壁结构一部分不至于超越失衡而发皱;
(3)假定管材有椭圆度的需求时,操纵其横断面发病崎变;
(4)假定管材有承担内压强强度标准时,操纵其厚度薄化的成形极限。
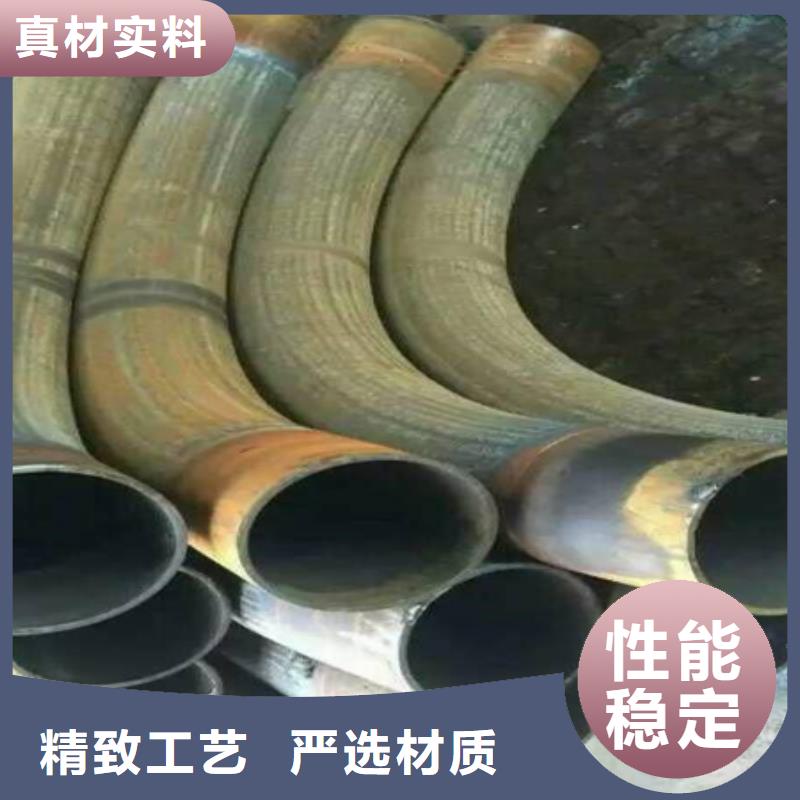
如果在进行弯管加工时,由于使用热弯管加工工艺,因此不管管道直径大小,按规定装载干燥的细沙是必要的,加工加热的金属弯管时,可以调节温度,铝型材的弯管也用于弯管加工,但管道不需要沙子,为了减少弯头的椭圆度,使弯头的腹部呈凹面,可以轻拍弯头两侧管道壁的位置,在弯管加工部分和管道末端之间形成椭圆形。因此在实际的加工中不要忘记,用高合金钢管或有色金属管道加工弯头时,有效的方法应该是机械方法,如果需要沙子填充,就不要用锤子敲,防止弯管受损,铝管在弯管加工中同样需要沙子,弯管加工达到一定程度后,可以用特殊的测试设备检查平滑度,如果温度正确,可以将加工后的管段移动到平面上,将管段弯管加工到与模具完全匹配的位置,然后用湿布冷却,使用高压钢管进行弯管加工时,保证表面没有损坏。
在进行热处理之前,可以对其进行探伤准备,如果有缺陷应提前维修,磨损后弯管的管壁不能小于公称壁厚,如果弯管加工是必要的,应适当记录,实际上,弯头加工有多种方法,由于管道的原材料和材料不同,选择加工方法时也存在很大差异,但所有弯头加工过程的终目的是相同的,并保证弯头的质量。
那么,当弯管机的液压系统泄漏时,当弯管机的液压系统泄漏时,可以减少油管接头的数量,整合控制阀,防止系统漏油,为了减少整流时的液压冲击和机械振动,尽量延长整流时间,弯管机要定期检查,定期维修及时处置,防止泄漏的发作,其外部原因是由于油液不足而引起的。

订制弯管,怎么判断品质弯管的品质不一样,对于一些机械制造业的人来讲,很有可能可以很容易的了解到了有关弯管的品质状况,针对不是太掌握的人来讲。怎样看品质呢?
,看标准公差是不是可以满足你的规定?规格非常重要,特别是在一些部件的施工中,规格是错误的,中后期也会带来很多麻烦,所以建议特别注意其规格加工厂!如果规格不符合要求,则符合要求,然后正常使用。有权要求生产厂家再次生产制造。
第二:需看生产工艺流程是怎样的?
生产工艺流程是不是符合要求这些,这种也非常重要。在我们的网站时会常给大伙儿升级相关的知识,帮助大家更好地了解弯管订制全过程,也帮助大家能够更好地了解非标定制弯管。
第三:外型。
弯管外观也是非常重要,品质高的不会有凹凸不平,更会出现一些很明显的裂缝这些。但是关于这方面,也还是建议大家好好地看一看。
假如表层质量都不是很好,表面是凹凸不平,有一些裂缝,这类弯管很难满足标准的。