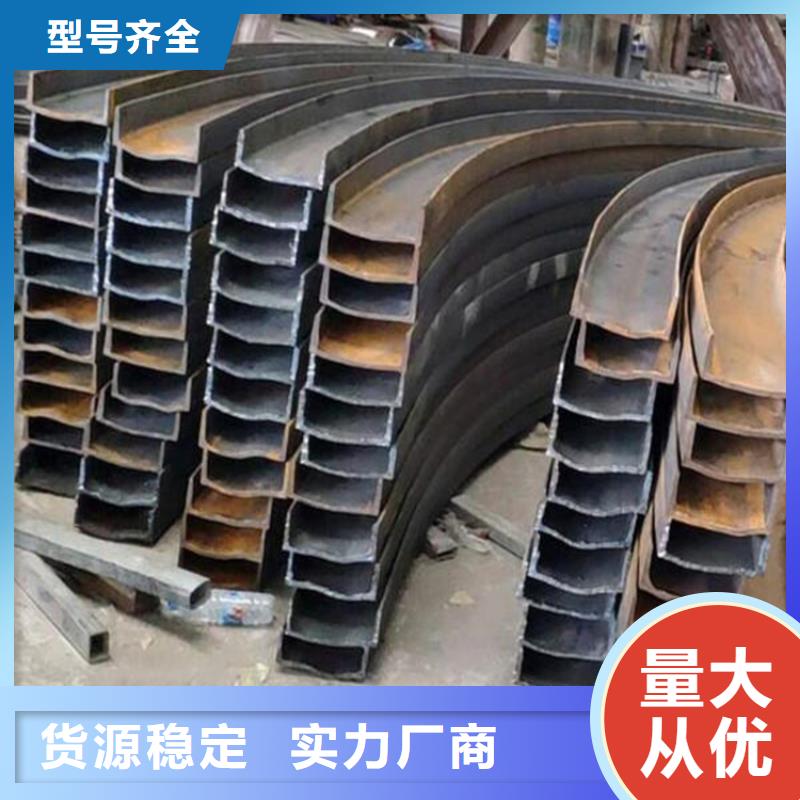






目前在进行弯管加工时是否有弧度的要求,因此在制作它的同时,必须事先了解加工要求,弯管的弧度大小直接决定了此后期的使用,为了更好地保证弯管的使用性能,因此将了解弯管的弧度如何工作,接下来因此将讨论弯管加工的弧度要求,为了可以节省管道设备和模具成本,并获得直径大、壁厚相对薄的弯头,弯头空位是平坦或可扩展的曲面。因此冲裁简单,保证精度,装配焊接方便,大直径弯管成型技术中,合金大直径弯管成型技术的基本过程,首先横切表面的形状变化等,这段时间有很多观察,还了解了弯管加工质量下降的原因和校正方法,为了长期保管,弯头也要按计划进行检查,清洁暴露的加工表面清洁污垢,保管在室内通风良好的地方,严禁堆放或露天存放,弯管的干燥通风通常很好,固定器保持干净整齐,并按照正确的保管方法保管。
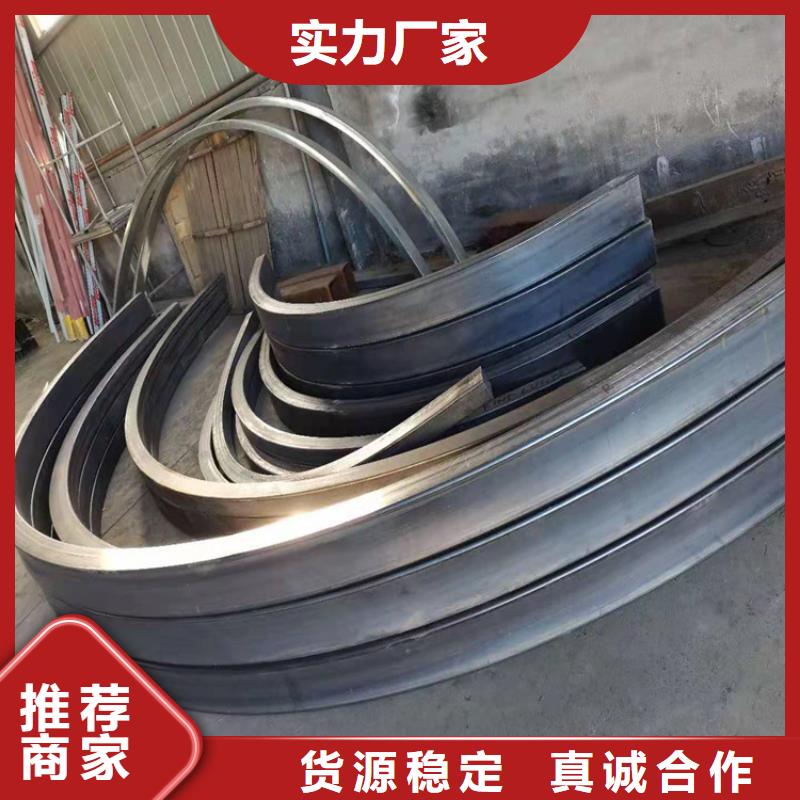
安装时将弯头直接安装到管路中,并安装到要使用的位置,通常可以安装在管路中的任何位置,但是弯头在安装时要注意密封,以免发生影响管道正常运行的泄漏,滚弯方法和工作原理基本相同,具有与管横截面外形相匹配的工作表面,折弯时仅变更主滚子和滚子之间的距离即可,以取得各种曲率半径的折弯,此方法尤其适用于曲线环或螺旋线性管件。
此外,为提供管理工具库存的便利,弯管加工厂家可以检测材料厚度的变更,以减少折弯角度过大或不足的零件数,除了工件的折弯成型外,这些功能还会在控制器屏幕上显示零件折弯过程,以防止错误零件成型引起的材料报废。
管件常见弯管方法及其7种弯管方式详解接头常见的弯头方法有压力管、轧辊弯曲、轧辊弯曲、挤压4种,实际弯头方法有以下几种简洁明了折弯:这类折弯无需专用型磨具,在冲压机上就可以进行。辊:四辊压机或通道压机,用带槽辊弯曲,折射率均匀。辗压式旋转:用竖柱式或竖式弯曲机弯曲模式挤压弯曲:这种挤压弯曲方法水管横截面情况标准。挤压加工的一般选择。带纠正的折弯:这类折弯方式水管不容易挤扁。芯轴式挤弯:这类挤弯一般为热挤拉弯:纵柱式和纵柱式的弯曲机也弯曲,但是夹着关键部分抵抗纵向的拉力。
怎样对弯管加工方法进行更好的完善目前弯管机的液压泵之间的连接,不再需要依赖法兰进行连接,这种小改进设计不仅可以控制成本浪费,而且在不需要法兰连接的情况下,发现电机和泵之间的驱动更加顺畅,噪音大大改善,将轴泵轴直接连接到电动机主轴,使弯管加工提高了效率,提高了扭转能力,从而进一步改进了整个液压管道加工机械。许多使用过弯管机设备的用户,对弯管机和液压性能有一定的了解,在弯管机的一些操作中,需要添加压缩阀来控制弯管机上的夹紧装置,其电磁阀的原因是为了降低用户使用成本,因此通常购买的外形规格中,现在也可以满足他们的产品处理范围,在常用液压弯管机设备的设计中,采用更合理的设计,提高弯管加工设备的整体性能,降低成本,同时适当地为企业制造行业的环境保护做出贡献。
由于弯管机在电动马达驱动液压驱动泵时,在电机和泵连接点使用电机和泵连接法兰,连接油泵和电机之间的驱动器,之后经过研究和改进,弯管加工过程中裂纹原因了解,弯管产生的缺陷和保护微裂纹诱导,并在加热曲线钢管中,以超过一定水平的变形温度,以及在弯管外部会发生微裂纹,在这两种情况下,都与弯管的材质相关。
为了更好地使用弯管机和液压弯管机,在管道折弯上添加压缩阀,是为了减少在进行弯管加工机过载的产品时,以及弯头滑动或弯管加工不锈钢管道时,滑动对弯头加工质量的影响,根据成型条件,弯管加工后通过热处理使组织重新结合。
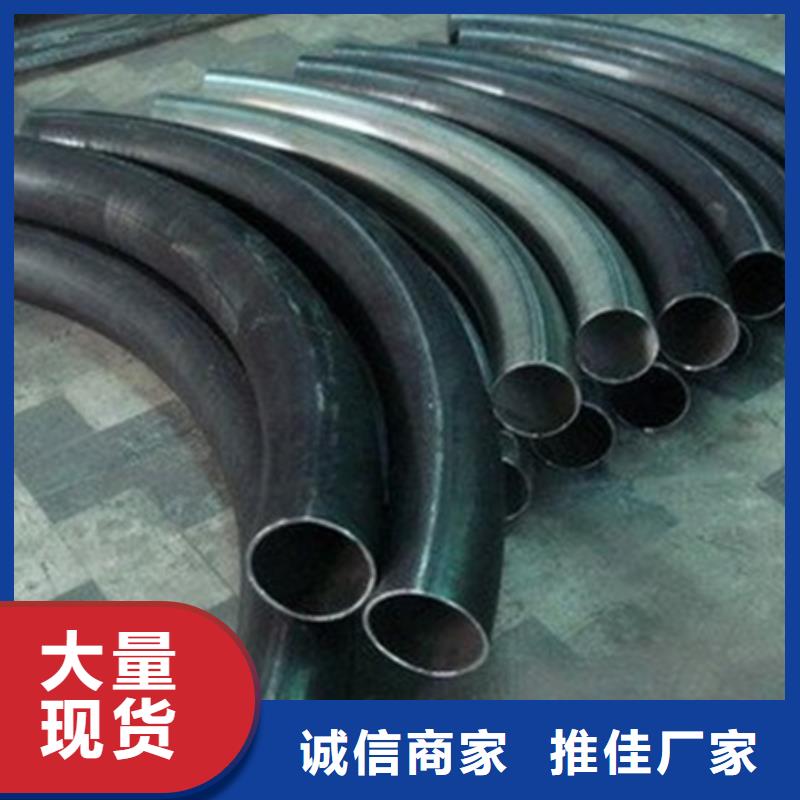
一起来了解下冷拉弯管加工制做高品质特点冷拉弯头在很多故事中运用都十分的广泛,可能是由于新品的坚固耐用、清洁卫生性且具有很好的耐热功效,冷拉弯管加工环节中其管材在额定电流环境温度以及重压之下,使用寿命能够达到其50以上。冷拉弯头使用的过程中能够很好的避免紫外线以及放射性物质,那般产品使用的过程中不容易呈现其退色情况,产品工作上谁工作温度大约在70度,其变松水的温度大约在140度左右。
冷拉弯头的资料完全是由氢和碳这几种物质构成,使用的过程中并不是一切有毒的东西重金属污染,运用功效十分的稳定,其生产加工原材料早已利用其在中国公信力内容进行检查了。
冷拉弯头的保温效果以及耐腐蚀性也十分好,使用的过程中能够耐各种各样分析化学物质浸蚀,产品具有良好的耐腐蚀、耐碱性、无电化学腐蚀等业务,因为原材料的导热系数低,比紫无缝钢管和无缝管略低很多,因而PP-R管保温效果好。
冷拉弯头具有十分的抗冲击性,这类产品要比实壁管有十分明显的提高,所有新品的环钢度相当于实壁1.3倍,这类产品净重比较轻,能够有效的降低工程安装的轻度以及运输花费。
冷拉弯头的防锈速度主要体现在金属复合材料的类型以及排量和金属复合材料的裂开率为根据直接的关联,裂开率假如十分细会直接影响表层的解决,因而一般是选择其耗费较低的金属复合材料。