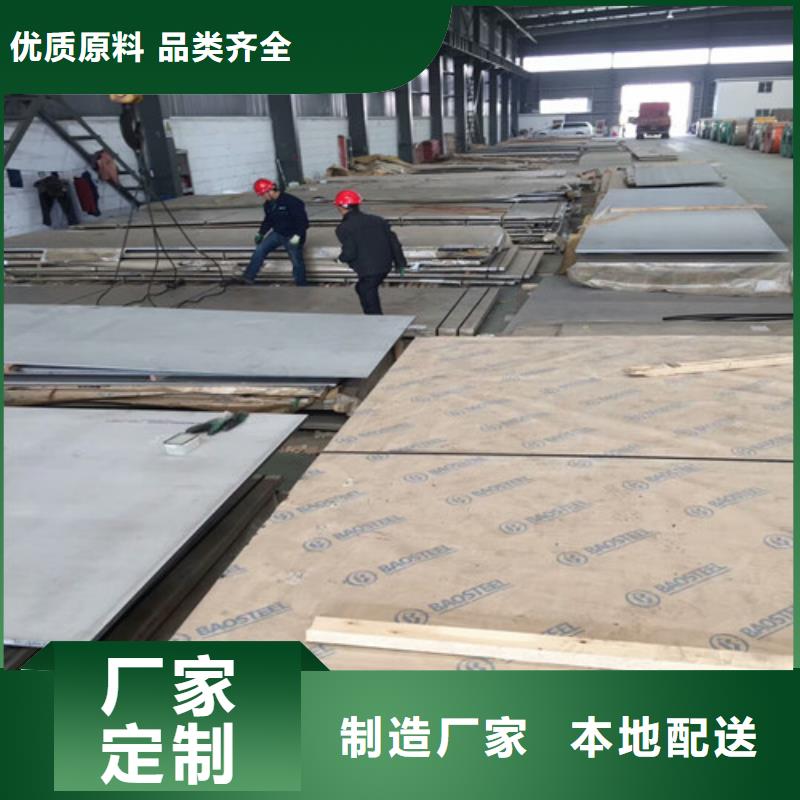

营口不锈钢的锻造加工温度范围为1170-1205℃,在1040℃以下应具有>50%的变形量,以得到细化的晶粒。在时效前应进行固溶退火。加热炉气氛应不引起脱碳或渗碳。营口钢可以在A状态或任何时效条件下焊接,不需预热。通常以TIG工艺为 ,对于<6mm的薄截面材料,焊后不必进行固溶退火处理可进行时效处理。对于厚截面材料,在需要多道次焊接的条件下,在时效之前应该进行焊后固溶退火处理。 此钢进行固溶热处理的目的是使钢中全部奥氏体转变成马氏体,固溶处理工艺为927℃×(15-30min),空冷至16℃。时效处理温度为510-620℃,时效时间少应为4h,然后空冷到室温。540℃时效可以获得强度、韧性和耐应力腐蚀性能的 配合。为了便于大变形量冷成型和提供营口 机械加工性能,采用过时效处理,即加热760℃,保温2h空冷,然后再加热到620℃,时效4h空冷,此状态称H1150-M。



多年来坚持"守约、保质、薄利、重义"的经营理念,<营口>昌盛源金属与广大客商建立了牢固的合作关系,受到了广大客户的赞同。公司让利于营口不锈钢板客户,装车免费,节假日照常发货,欢迎广大客户朋友光临惠顾!

