







这种缺陷只有消失模中有,这是由它的充型特殊性造成的。如前所言,消失模属实型,造型材料使用干砂,砂粒之间没有粘结剂,铸型的形状是由消失模维持的,充型过程是在浇注时铁液流动前沿,将靠近它的消失模逐次不断气化,不断充型。消失模气化过早会使铸型溃散;过迟,气化后的气体不断排出。阿里球墨铸铁管件充型速度不同时,充型速度较慢的铸件的消失模会有相对较多的气休,两个相邻的铸件铁液液位高度不同时,在铁液压力的作用下型壁移向另一方,造成此类缺陷。所以须严格注意两件浇注系统的合理分配,以避免此类缺陷出现。在一个浇注系统有两个以上的阿里球墨铸铁管件时,在相邻的两个铸件中,其中一个铸件的壁厚增加而另一个铸件的壁厚减小,更有甚者两个铸件一个铸件出现大孔洞,而另一个铸件局部增厚一倍。 
对于结构已经确定的退火炉,要提高炉子的热效率,只有从退火炉的操作来实现。在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间合理制定不同管径的退火温度 球铁管的退火温度愈低,就愈节省燃料,但是球铁管的退火工艺规定退火炉加热段炉气温度为1050~1100℃,保温段炉气温度为960 ~1000℃,为了确保球铁管的退火质量,在工艺允许的条件下,应尽量按照下限进行炉温控制,阿里球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,对于连续式球铁管退火炉来说,其退火工艺较特殊,炉体较长,跨距较大,而且急冷段又采取了强制性冷却,因此热效率较低。特别是小口径的管子可以适当降低加热段炉气温度。
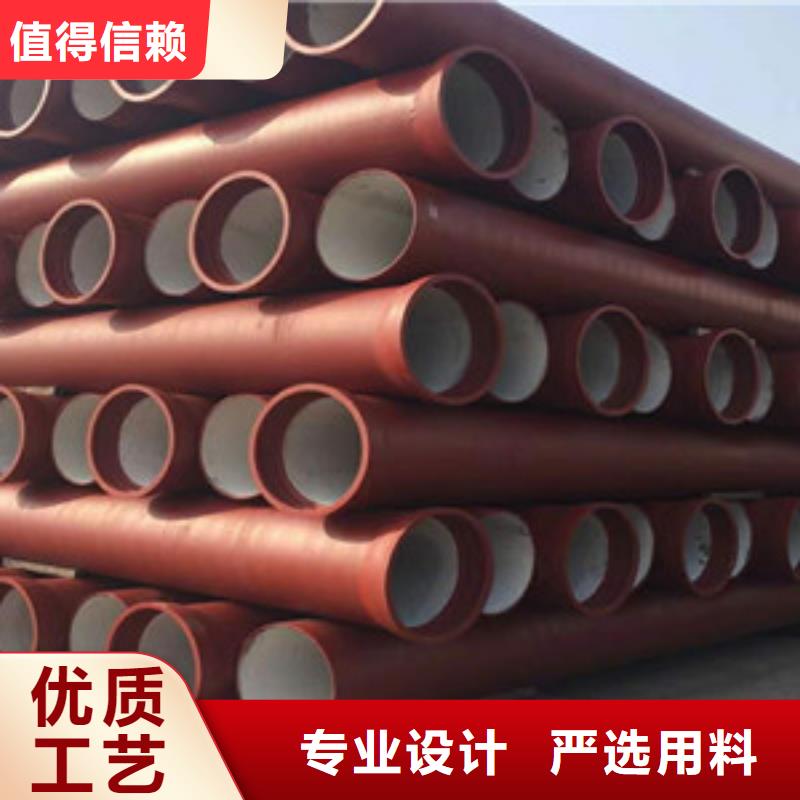
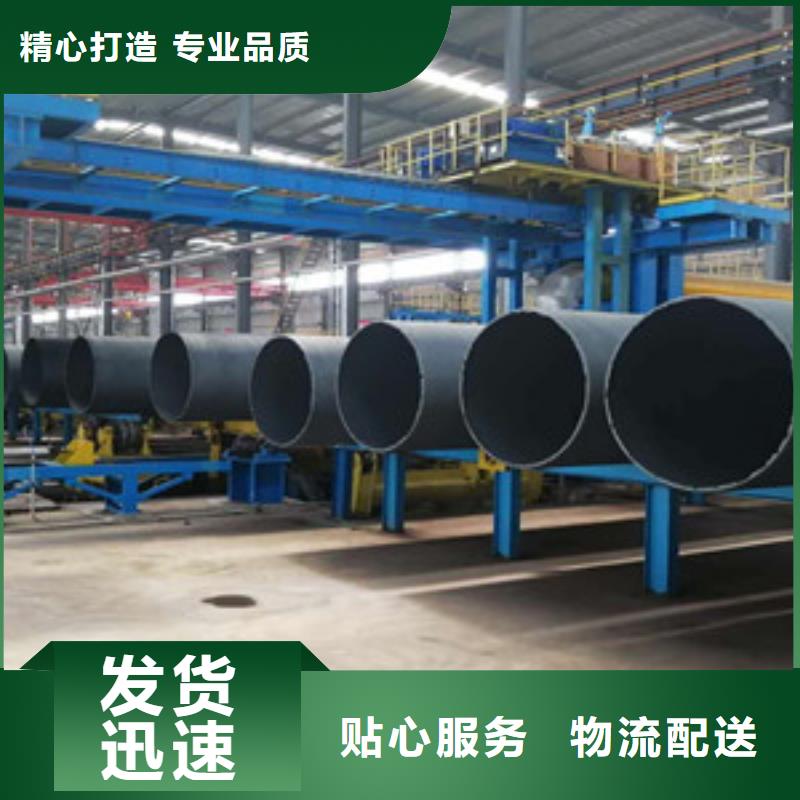
阿里球墨铸铁管广泛用于输水、输油管道以及食品、制药、化工等行业的生产流程管网。在市政管网、自来水公司、城市建设、房地产开发、国内结构用钢、机械加工制造、煤矿、石油、化工、电力等行业的市场上,具有相当的资源和服务优势。橡胶圈安装:橡胶圈安装严格按制造厂提供的安装工艺安装,在安装前先对承插口进行清理,承口清理用毛刷和干净的抹布清理承口内部,尤其是放橡胶密封圈的位置,不能沾有漆、土、沙子等残物。清扫并润滑胶圈和插口,清扫插口光滑边缘,把橡胶圈放入承口检查是否完全吻合,然后用专用润滑剂(由格瑞管道供应尚提供)。在弯头、变径、三通部位供应按要求使用T型止脱橡胶圈。铸铁管道安装:铸铁管安装时,小心地将管子连续插入,插入的深度在两条白线中间即可。如发现管子插入时阻力过大,应立即停止,将管子拔出,查明原因并妥善处理,再行插入,对接时校整对接管头,然后在管道另一头设一固定点用千斤顶,平衡用力,使管道插入。
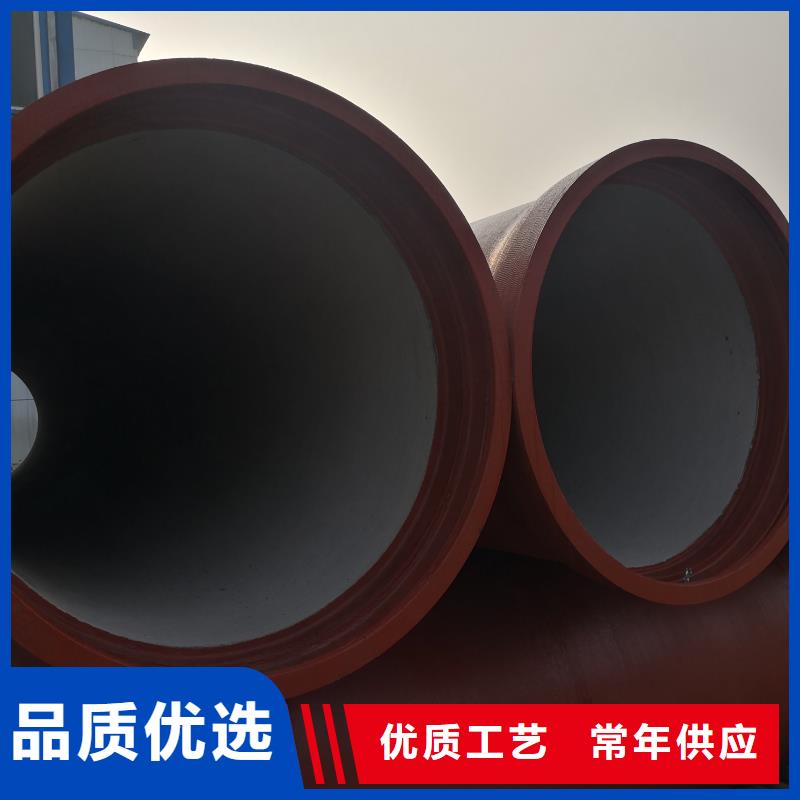
浸涂时使泡沫塑料模样变湿,降低了刚度,烘干后产生变形,造成了后来用铝制或聚氯乙烯定型环的方法得到了解决,即在涂料前将定型环放入承插口内径,在 次涂料烘干后,消失模的刚度明显增加再涂第二次涂料,即可消除变形。用消失模工艺铸出的阿里球墨铸铁管件与砂型相比外观质量有明显的提高,阿里球墨铸铁管件易变形。造成变形主要在制模、涂料、填砂造型等工序上。致使管件几何尺寸不符合标准尺寸。对于大口径阿里球墨铸铁管件更容易产生变形。所以采用树脂砂圆环支持的办法解决变形或组合采用内加支撑环,外部加入支撑钢带的复合措施来防止。消失模所用的涂料是水基涂料,但也出现了一些意想不到的缺陷,现将这些缺陷形成的原因及克服的方法介绍如下。
