




 型材切割锯床供应商
型材切割锯床供应商
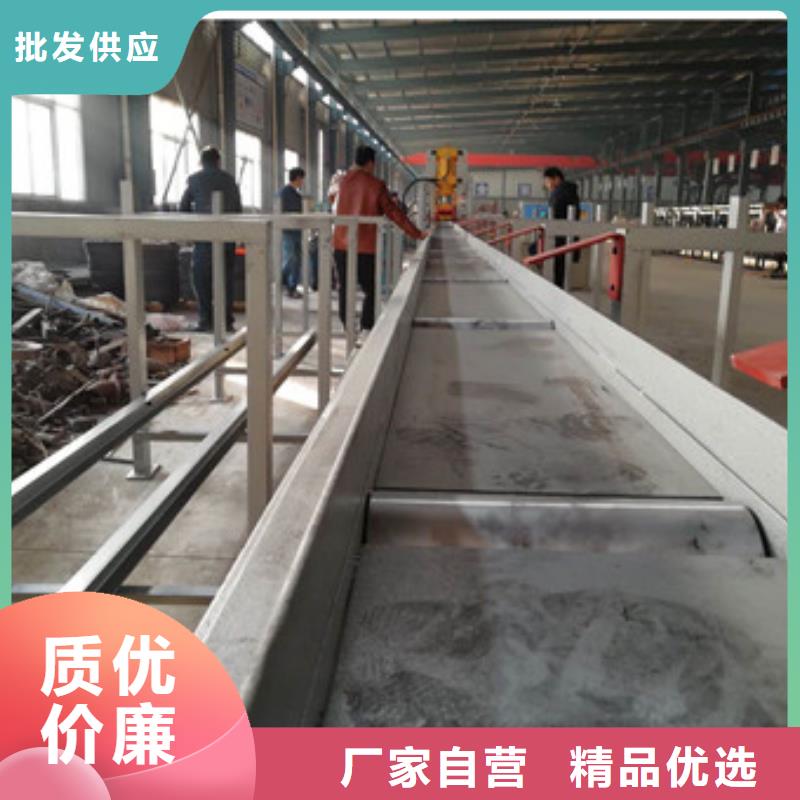
3、用户使用时只需安装好工件,输入需切削的长度和数量,并在手动控制模式下,切削下 刀(对刀),然后将模式转换为自动模式,设备即可按照预定的程序自动进行切削,送料-夹紧工件-锯切-锯切完毕退刀-再送料-再夹紧工件,如此周而复始直至将工件切削至预设的数量。
4、采用液压夹钳结构,工件可自锯床后方进入锯切位置,进行锯切。
5、采用液压驱动活动台架(移动基座),采用导向杆导向,表面均涂硬铬,防磨损,精度高,增加机床使用寿命,可快速正确的前后移动工件,完成锯切定位工作。移动机架托料,定位更加精准。
6、独特的倍流阀油压系统,锯切下降速度由调速阀调整,此精密系统可防止锯带不正常损坏,并达到更好的锯切效果。
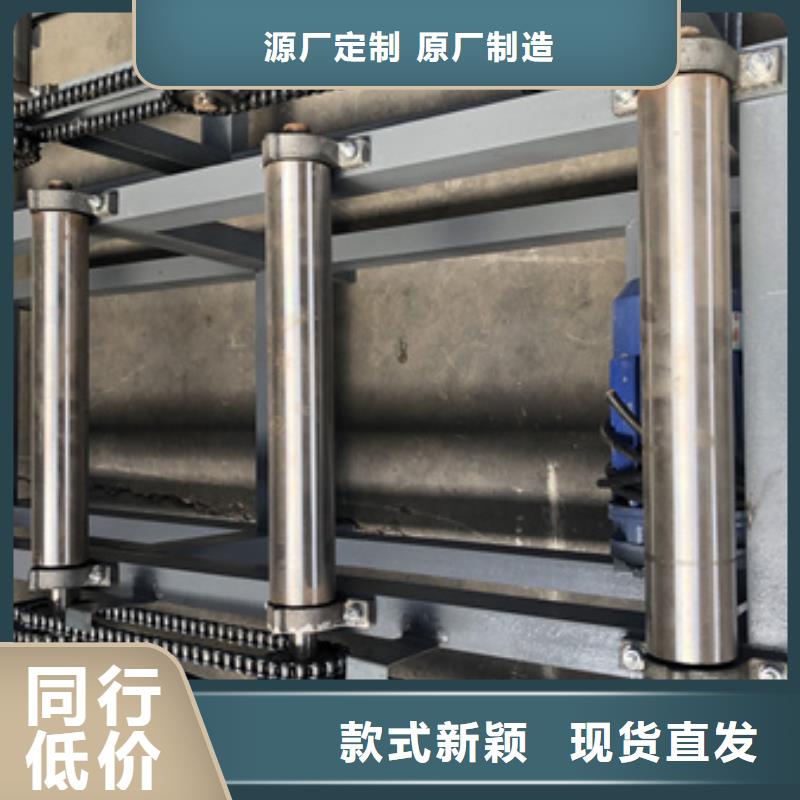
7、单液压缸设计,配合大直径立柱与超长的滑套(内附自润轴承),组成稳固的锯切结构。
8、装置:
A、闷车和断带自动停机装置;
B、空载噪音小于70分贝。
锯床主要特点
采用进口PLC7寸大屏人机界面系统控制,动作可靠,运行稳定精度高。
装有锯条卡带断带自动停机保护装置。
内置常规故障提醒系统,方便维修。

钢筋带锯床主要用途
1、机床通过机械、电气、液压的配合,具有自动夹紧、自动进刀、切割完毕锯架自动快速上升(即退刀)的功能。
2、进给速度,在给定的范围内,可进行无级调整。
3、由于其切削刀具,采用进口薄片的双金属带锯条,因此,切口窄,耗材少,所需动力小,是大、中型企、事业单位切割大型钢胚、大型模具钢胚的一种具有显节材又节能的切割刀具。
4、加强型可调式钨钢夹持片,确保锯切精度。
5、锯架上下升降定位,由紫外线接近开关控制,送料控制返回原点时定位,由紫外线接近开关控制(常开)。
准确清洁液压系统。切忌运用火油或柴油作清洁液。清洁时应选竭尽或许大的流量,使管路中液流呈紊流状况,并结束各个实行元件的动作,以便将污染物从各个泵、阀与液压缸等元件冲刷出来。清洁结束后,在热状况下排掉清洁液,替换新油。
5、人机界面取代传统控制面板功能,数字设定、指示灯等,随时显示设备状态,操作指示,参数设定。(在人机界面电脑上输入锯切长度、锯切数量,轻松一按启动按扭LCD显示液晶屏,锯切输入锯切数量完成后,锯床自动停机等其它功能。
6、由PLC可编程控制器,设定锯切全过程的自动程序。
7、送料长度采用光栅尺控制,定位准确精度高,长度误差<0.30mm。
8、可由数控控制单程自动送料长度400mm。
 jmc
jmc
按金属带锯床、角度锯床、数控锯床、龙门锯床商品运用仿单的划定,选用液压油。选用封闭式油箱,在其进口处设备空气滤清器。运用进程中,应避免水分、乳化液、尘土、纤维杂物及其他机械杂物的侵入。液压油箱的油量在锯床系统管路和元件布满油后,应保持在划定的油位规划内。带锯条液压系统在投入运用前,必需进行严厉的清洁。加油时必需严厉过滤。 建贸机械设备有限公司
