




对于加工材料而言,紫铜止水片铸锭塑性是至关重要的。为了保证铸锭良好的变形塑性,除防止铸锭中的一些缺陷外,显然不希望铸锭组织处于非平衡凝固状态。由于产生非平衡状态的原因是结晶过程中扩散受阻,因而此种状态在热力学上是亚的,有自动向平衡态转化的趋势。
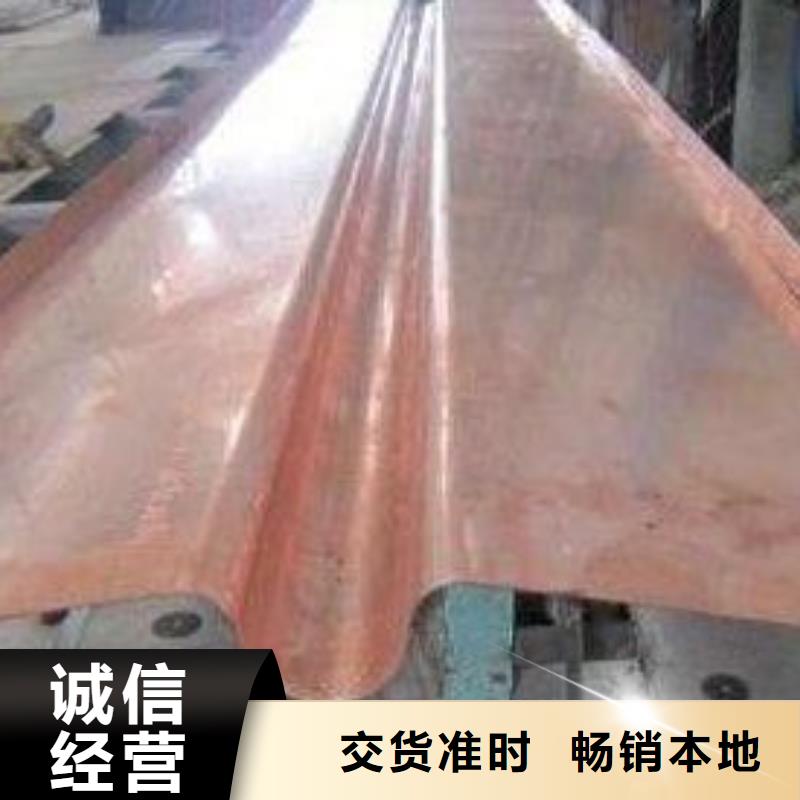
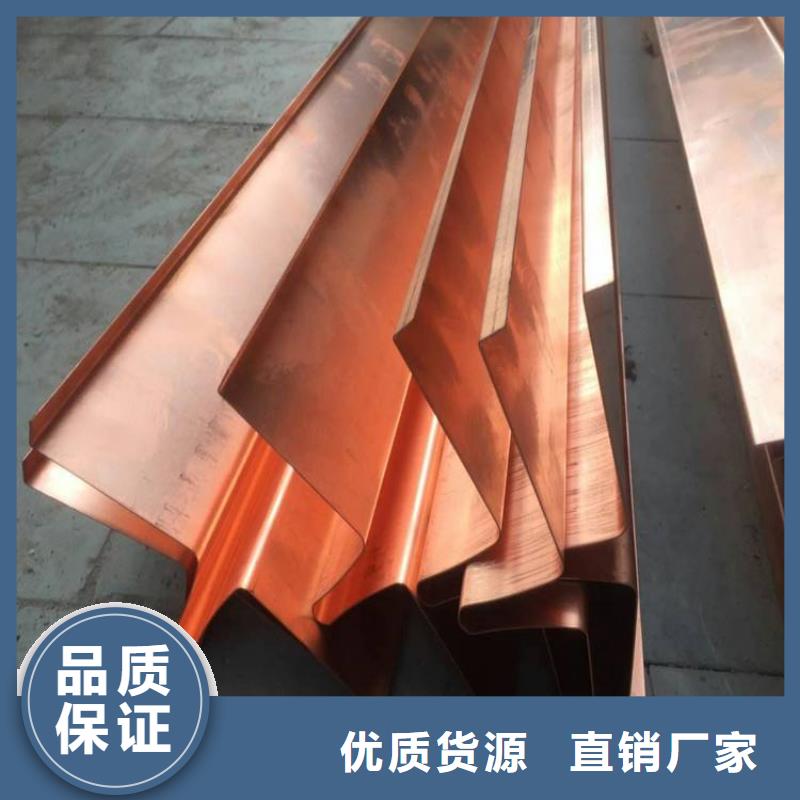
重庆融能金属是一家大型的止水铜片生产厂家,生产各种型 规格的紫铜铜止水材料。提供加工成型(如:W形、F型、U型、圆弧型、接头等)。下面主要分享铜加工的发展趋势。当今铜加工已经发展到了一个新的高度,生产线的连续化、自动化程度很高,成材率和能耗都已经控制在较好的水平。
尽管如此,铜加工行业仍在不断研究短流程、节能降耗、率的加工。与此同时,十分重视生产环节中每一具体作业的精细化,从而使生产过程更加、可靠,制品质量更加、一致。经过几十年的发展,是近十多年的努力,铜加工已不再是亦步亦趋的跟随者,而是在某些方面有所突破、有所贡献的参与者,成为铜加工业的重要组成部分,并对铜加工和行业发展产生了重要影响。



气焊时,常采用左焊法,这有利于防止金属过热和晶粒长大的倾向;但是,当焊件厚度大于6mm时,则采用右焊法。右焊法能以较高的温度加热紫铜焊件,此外便于观察熔池、操作方便。10*1包塑紫铜管在焊接前,先检查设备状况,再根据焊件厚度、喷嘴孔径调节好流量、钨极伸出长度(一般在6~10mm之间)、焊接电流等参数,焊喷嘴与焊件距离约在8~15mm之间。
焊炬与焊件的角度,应便于观察熔池及添加填充焊丝。平对接焊时,焊炬与焊件间的夹角为70~80,角接焊时则为35~45。焊丝与焊件间的夹角为10~20钨极手工氩弧焊时,一般采用左向焊法。焊炬应均匀、平稳地向前做直线运动,并保持恒定的电弧长度。
在不添加焊丝的对接焊时,弧长为1.0~2.0mm;添加焊丝的对接焊时,弧长在4~7mm之间。焊炬移动时,可作简短的停留,当达到一定的熔深后,再添加焊丝、向前移动。铜管具备坚固、耐腐蚀的特性,而成为现代承包商在所有住宅商品房的自来水管道、供热、制冷管道安装的。
10*1包塑紫铜管是可以改变形状的,因为铜管可以弯曲、变形,它常常可以做成弯头和接头,光滑的弯曲允许铜管以任何角度折弯。铜是易连接的,铜是安全的。不渗漏、不助燃、不产生有体、耐腐蚀。重量较轻,导热性好,低温强度高。


