您的位置>首页 >阿里本地热动态 >
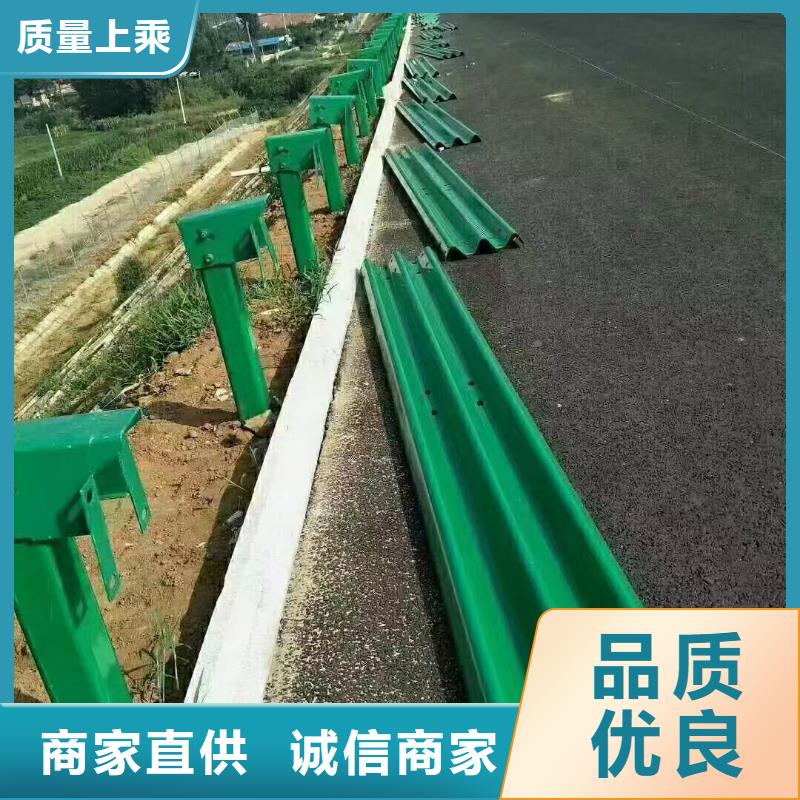
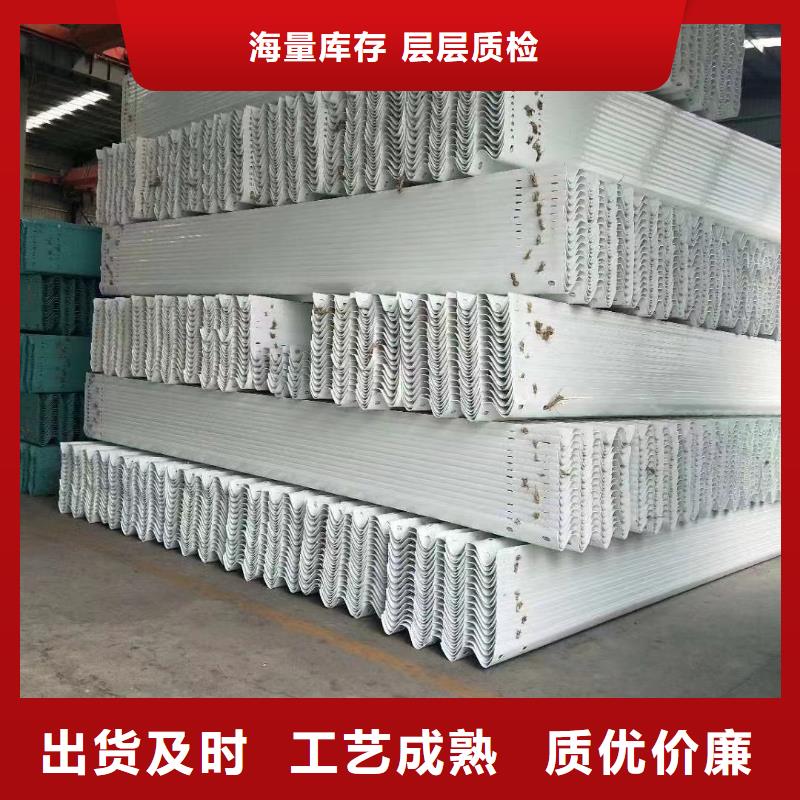
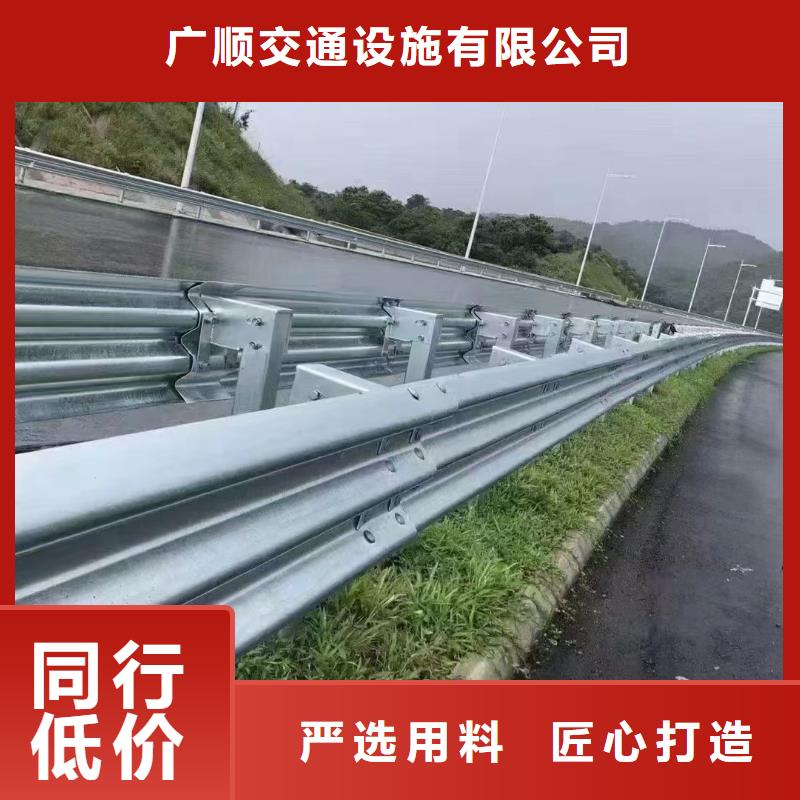
波形护栏立柱性价比高
更新时间: 2024-12-23 16:14:34 浏览次数:1
以下是:波形护栏立柱性价比高的产品参数
| 产品参数 |
|---|
| 产品价格 | 20/件 |
|---|
| 发货期限 | 1-7 |
|---|
| 供货总量 | 50986 |
|---|
| 运费说明 | 电联 |
|---|
| 质量等级 | A |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 全国 |
|---|
| 产品产地 | 山东 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 是否进口 | 否 |
|---|
以下是:波形护栏立柱性价比高的图文视频
导读 在西藏阿里市采买波形护栏立柱性价比高到广顺交通设施有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:黄春妙-17362282589,QQ:595580584,地址:《聊城工业园发货到西藏 阿里市 普兰县、扎达县、格尔县、日土县、革吉县、改则县、措勤县》。 西藏自治区,阿里地区 阿里地区是西藏自治区面向南亚开放的桥头堡、屏障西部战略要地、中国矿产资源储备基地、中国西部重要的交通物流枢纽和高原特色牧业生产基地,也是冈底斯国际旅游合作区、生态屏障的核心区域。阿里地区平均海拔4500米,有“千山之宗,万水之源”之称,喜马拉雅山、冈底斯山、喀喇昆仑山、昆仑山平行排列。冈仁波齐、古格王国遗址、托林寺、札达土林等均为旅游景点。
用钨极氲弧焊焊接内衬管间的连接端口, 焊材选用不锈钢焊丝且焊接电流为 60~90A。 焊接过程中存在的主要问题是引弧易穿丝, 平焊位置易出觋焊瘤, 仰焊位置易出现内凹, 这些问题均可通过调节手动送丝的快慢、焊接速度、 焊枪角度等于以解决。 内衬不锈钢复合钢管打底层的焊接方法与封接层的相同, 即采用 GTAW 焊。 THT -309LSi(H03Cr24Ni13Si1) 焊丝熔敷金属的化学成分与 304 不锈钢的为接近, 符合不锈钢焊接选用焊材的基本原则, 因此采用准 2.5 mm 的 THT -309LSi(H03Cr24Ni13Si1) 焊丝。 过渡层是确保在使用过程中能够有效阻止基层中的碳向复层不锈钢进行渗透稀释, 甚至形成硬脆马氏体组织, 导致焊缝从复层(耐蚀层) 开始失效至关重要的一层焊缝, 过渡层焊接在复层焊缝表面及无损检测合格后进行, 宜采用焊条电弧焊焊接工艺, 焊接时选用小直径焊条、 采用较小的焊接线能量。


您的需求,是我们创造的动力;您的满意,给予我们好的回报与奖励。为了满足您的需求,我们将不断地完善,致力优良的阿里波形护栏板,标志牌,乡村安保工程,生命安防工程产品及完善的售后服务! “真诚合作”、“务实创新”、“贴心服务”、“发展共赢”是<阿里>广顺交通设施有限公司的承诺,我们愿与各界朋友携手共进,共创未来。



总结 选购波形护栏立柱性价比高来西藏阿里市找广顺交通设施有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:黄春妙-17362282589,{QQ:595580584},地址:[工业园]。