



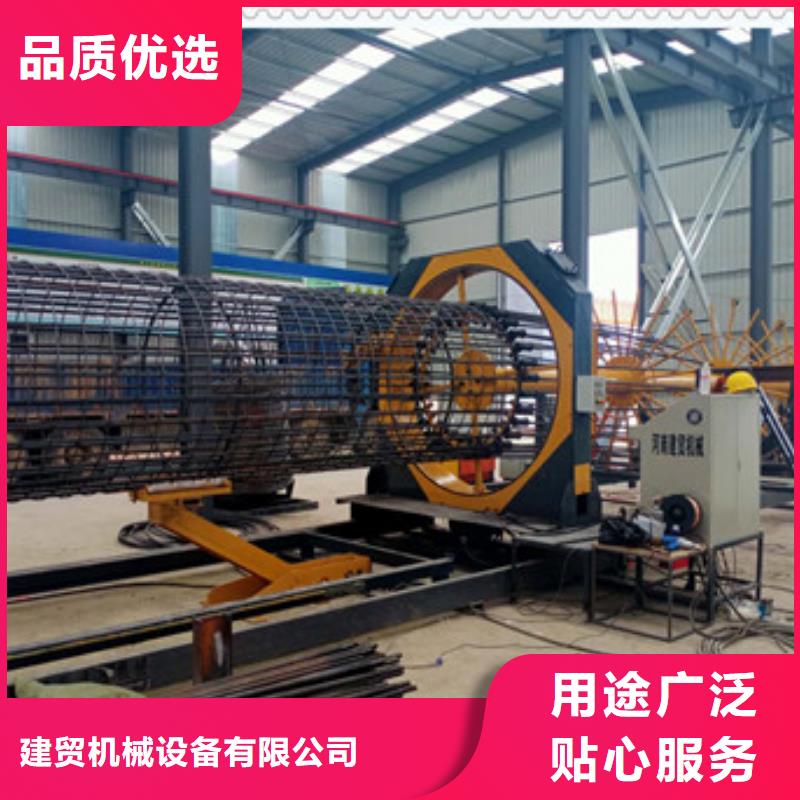


绕筋机工作原理根据施工要求,首先调整钢筋笼绕筋机两滚筒间距离,将钢筋笼的主筋架预制好吊装到钢筋笼绕筋机两滚筒之间,通过穿过矫直器将盘筋穿入钢筋笼,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定旋转及移动旋转盘转动把绕筋缠绕在主筋上,同时进行焊接,从而形成产品钢筋笼---这就是 钻孔灌注桩钢筋笼绕筋机即“简易钢筋笼成型机”的工作原理. 产品优势;1;该设备由PLC工控控制,内置程序,操作简单。2;绕筋间距无极可调,调直速度、行走速度、旋转速度 均由频器控制,速度可根据钢筋笼的规格、工人的熟练程度任意调节。3;钢筋笼绕筋机具有参数自动存储功能,可存储数百种规格的钢筋笼参数。4;设备具有远距离遥控功能,专门定制工业遥控器,配备信号增强天线,控制灵活方便。5;滚筒采用一级无缝钢管壁厚耐磨,大大增加了设备的使用寿命。6;调直机构角度可调节,适用范围广。7;放线架由实心圆钢,和厚度10mm的钢板加工而成,结构扎实,可放整捆钢筋。本设备,适用于高速公路、高速铁路、地铁、水电站、房建防护等各种规格的钢筋笼的加工。

拱顶带模注浆施工工艺流程(1)安装PRC注浆管并防水板。根据衬砌几何要求使改造后的模板就位后,将好的PRC 注浆管(兼做排气孔、观察孔)通过改造后的预留孔处进行“试穿”量测划线,确定检测衬砌厚度是否设计要求,具体以PRC注浆管防水板长度+2cm为准。(2)记录PRC注浆管埋入深度。安装注浆管定位法兰,固定法兰与定位法兰之间放置密封胶圈,拧紧避免漏浆,将PRC管穿入防水板,RPC管下料长度以(3)注浆液制备及带模注浆。拱顶注浆原则上按照从低端向高端开始注浆。衬砌混凝土浇筑完成后及时进行注浆,注浆材料采用微水泥浆,水灰比6:10;注浆采用拱顶带模注浆一体机进行操作。浆液要求连续拌制,拌制中严格监控材料用量,确保浆液。(4)观察压力表和排气管出浆。注浆结束标注以排气孔和端头模板浓浆即结束注浆。若台车模板处出浆压力达到1.0MPa,仍未出浆,应更换注浆孔注浆,直至中间排气孔和端模排气孔浓浆3-5s时停止注浆。(5)注浆结束,关闭球阀,卸浆软管。浆液初凝后卸掉定位法兰 在整体的经济发展中成本高涨应该是大多数城市的一个共同现象有人调侃现在连煎饼都涨价了别的能不涨吗?对此经销商要做的不是惋惜暴利时代的结束而是要正视业“微利时代”来临的事实在“微利”中寻找机会这才是当务之急。河南建贸机械设备有限公司专业钢筋连接设备厂家,质优价廉,欢迎选购。绕筋机
 <石家庄>建贸机械设备有限公司
钢筋笼绕丝机厂家现货
<石家庄>建贸机械设备有限公司
钢筋笼绕丝机厂家现货
废旧钢筋调直机,顾名思义,也叫废钢筋调直机、旧钢筋调直机、钢筋调直机,是一种可将弯钢筋、旧钢筋、废钢筋、钢筋料头等进行加工调直的建筑机械设备。由于可将废旧的钢筋(不管原来有多么弯曲)调直,具有变废为宝、使资源循环再利用、绿色无污染等优良特点。所以,随着我国经济形势和改革开放的进一步迅猛发展,以及我国的房地产行业、建筑行业、钢材行业等相关行业的一日千里,此时,作为能将废旧的钢材资源变成可供人们循环再利用的废旧钢筋调直机,作用就日趋明显。它能替我国节约一大批钢筋资源,同时节省人力资源,提高企业的生产效率,减轻社会负担,实为一项利国利民的发明创造。4.运送钢筋前需要调直钢筋的直径,适用适当的调直块及传动速度。调直块的孔径应比钢筋大2-5mm,传动速度应根据直径选用,直径大的宜选用慢速,经调合格,方可送料。在调直块未固定、防护罩未盖好前不得送料。作业中严禁打开各部防护罩并调整间隙。 3.钢筋调直切断机启动前,应手动转动飞轮,检查传动机构和工作装置,调整间隙,紧固螺栓,确认正常后,启动空运转,并应检查轴承无异响,齿轮啮合良好,运转正常后,方可作业。废旧钢筋调直机的特点:效率高不卡口能自动接送100mm以上的废旧钢筋或短钢筋一次性调直 5 改进的全局细节设计声音更小能耗更低运转更轻松! 4 更合理的入口出口总成设计调节更方便 3 专业锋利特钢切断装置好切断更耐用 2 入口防甩防钩设计(弯曲钢筋更容易入口)钢一体成型,美观耐用,不变形、不断裂。并经过高精度的车、铣等机加工工序,确保了此调直轴的平衡性、同心度;压线轮采用优级模具钢材,同时进行高精度车、铣、磨、线切割,同时进行高温真空热处理,障了产品的平衡性、同心度,且加强了压线轮耐磨及强度,从而增强了此压线轮的寿命。绕筋机
 数控钢筋弯曲中心自动化水平高,且适用范围广,具有钢筋笼直径可调,主筋根数可调,箍筋间距可调,电机转速可调特性。
整机采用先进的模块化设计思想,可便当地拆装组合,控制界面友好,操作简双方便,转运便当。关键零部件,采用高规格消费规范,减少设备毛病率,降低运用本钱。数控钢筋弯曲中心对场地顺应性强,可依据场地大小、钢筋笼长度合理布置设备。
数控钢筋弯曲中心自动化水平高,且适用范围广,具有钢筋笼直径可调,主筋根数可调,箍筋间距可调,电机转速可调特性。
整机采用先进的模块化设计思想,可便当地拆装组合,控制界面友好,操作简双方便,转运便当。关键零部件,采用高规格消费规范,减少设备毛病率,降低运用本钱。数控钢筋弯曲中心对场地顺应性强,可依据场地大小、钢筋笼长度合理布置设备。

全自动数控钢筋笼绕筋机价格工法特点钢筋笼绕筋机的使用说明:1.备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。2.焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。3.圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架旋转、小车直行,缠绕筋拉动圆盘自行转动。4.调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与调整要求的间距值。在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快时间调到所需数值。确认的一个或几个数值记录备用。场地足够时可以不用小车上的圆盘,在一定距离上将盘圆材料后倒卧放,缠绕筋直接通过放线器进行绕筋工作,也可以用调直机配合使用。主机;含机架、底座、胶辊、传动系统等。铁辊旋转带动钢筋笼转动,按图纸设计间距,配合小车移动缠绕箍筋成型。一般不建议在设备上进行骨架制作,会影响生产线效率。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。机器上骨架制作过程;
