


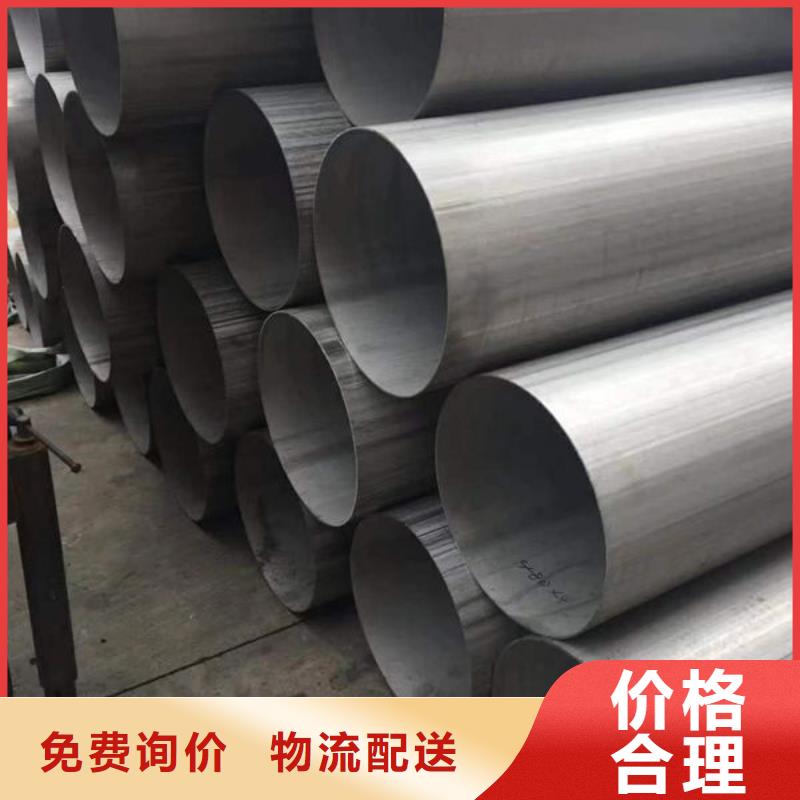

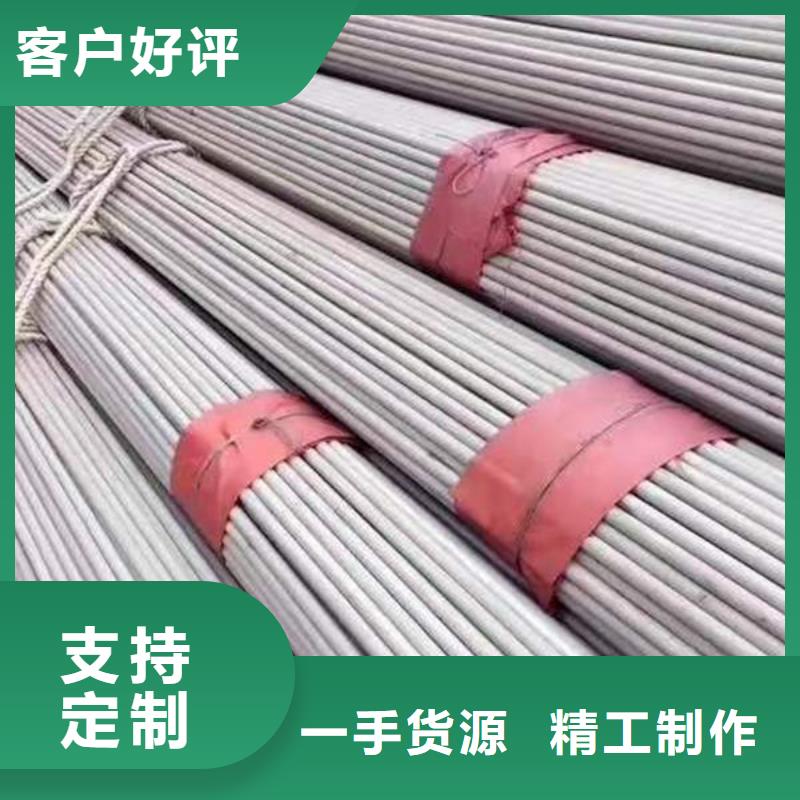



公司专业生产Q345b方管、大兴安岭镀锌方管、大兴安岭冷拔方管、大兴安岭无缝方管、大兴安岭直缝焊方管、热镀锌方管、厚壁方管、大兴安岭薄壁方管等一系列方管产品。方管按标准分:国标、日标、英制、美标、欧标、非标等。方管是以Q235热轧或冷轧带钢材或卷板为母材经冷弯曲成型后再经高频焊接制成的方形截面形状尺寸的型材。管,矩形管等高频焊管产品广泛用于轻钢结构墙面及屋面,幕墙,轻钢,汽车,船舶,物流货架,建筑行业等。公司全体员工以认真实务、精益求精、团结奋进的精神,全力满足市场需要,企业拥有丰富的制管经验,且能根据客户要求生产各种特殊规格的方管、矩形管。
大兴安岭螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。大兴安岭螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了钢材焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
由于大兴安岭普通碳素钢高速线材在轧制的过程中,传统上存 在着很多的问题。该文在充分析大兴安岭普通碳素钢轧制工艺的 基础上,提出了高速线材轧制过程中的优化和手段, 以此进一步产品加工的精度和质量。弥补我国对于高质量高速线材轧制生产工艺的不足,结合先进的技术,为 优化生产高速线材流程提供了技术参考。同时通过工艺的改善降低了整体成本,为我国航天、汽车等工业中优质钢材的使用创造了良好的条件。大兴安岭普通碳素钢的坯料需要经过熔炼、浇筑、开坯等过程的准备工作,加工为150×145mm见方,长度在12m左右的 方坯,为下一步的工艺流程做准备。
常见的大兴安岭钢管切割方式有锯切割、等离子切割、液压切割、激光切割。激光切割精度和效率 ,但设备价格也相当贵正常几十万以上,适用于附加值特别高的精度要求极高的大兴安岭钢管加工;水切割机切割管口能做到无屑无毛刺且不变形,精度一般能达到±0.05mm,价格不高约几万一台,大兴安岭钢管切割应用相对广泛;等离子切割机价格也不高约几万一台,常用于切割厚壁大兴安岭钢管钢材(正常可切割35mm壁厚以下结构用钢材,切割厚度理论可达180~200mm),不过切口处容易形成拉口,切口表面质量需要严格控制。对于手工切割和自动切割,一般手工切割使用人工上料,其上料和控制切割效率相对较低,而自动切割需要注意控制大兴安岭钢管进给的长度(损耗),目前切割在门市多为单支管切割,加工厂正常是整捆切割。
