





酒泉周边钢筋笼绕筋机厂家
建贸机械设备有限公司
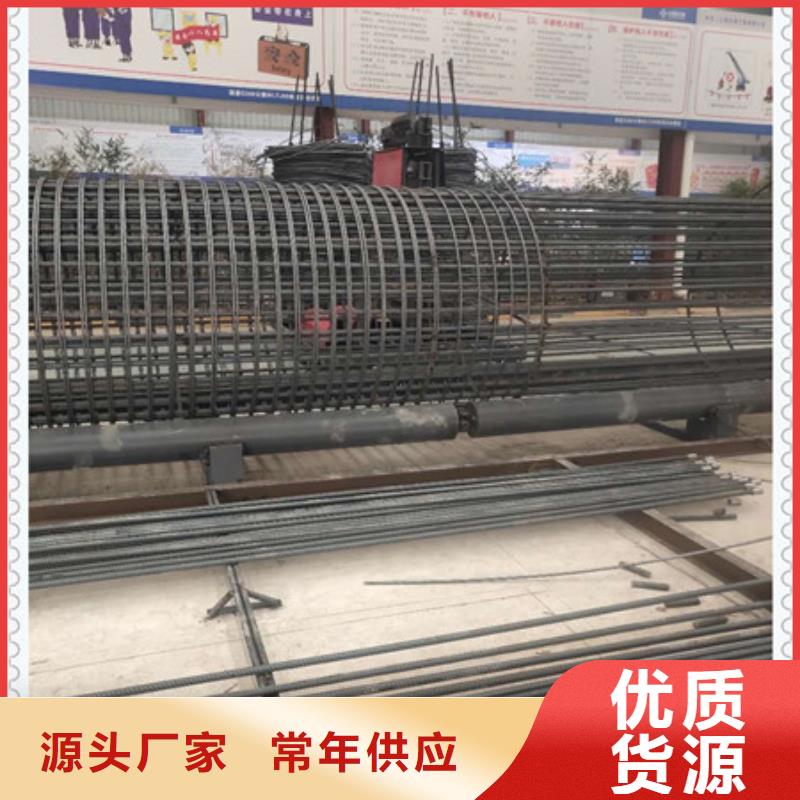
数控钢筋笼滚焊机的工作原理: 绕筋机根据施工要求,钢筋笼的主筋通过人工穿过固定盘相应模板圆孔至盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定盘及盘转动把绕筋缠绕在主筋上(盘是一边一边后移),同时进行焊接,从而形成产品钢筋笼---这就是钻孔灌注桩钢筋笼滚焊机即“钢筋笼成型机”的工作原理。加强筋设在主筋内侧,并用三角内撑将它加固,在加强筋外侧点焊主筋,主筋与加强筋必须垂直,再绑扎箍筋,钢筋笼的加工,必须严格按照施工设计图和规范要求,配制好主筋的焊接长度为10D(双面焊),但施焊时,由于起落点都不饱满,达不到施工要求,所以焊缝长度易加1CM,接头位置要错开,距离应不少于规范要求。三、钢筋笼滚焊机加工钢筋笼的精度保障: 由于钢筋笼对于箍筋之间的间距精度要求非常高 所以一般作钢筋笼很难现代化施工要求。而建贸机械生产的数控钢筋笼滚焊机,是在工业PLC上设定间距参数,由PLC控制行走于变频电机的转速。从而有效保证其加工出来的产品。四、钢筋笼滚焊机的加工特性: 1、加工速度快:正常情况下备料及滚焊部分5人一班,分二班作业,10个人就可以加工出20多个12米长成品的笼子(备料、滚焊、加强筋安装、探测管安装、导向垫块安装等),工作效率非常高。 2、加工可靠:由于采用的是数控机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品达到规范要求。在实际中手工生产钢筋笼时工程监理几乎每天都到加工现场进行检查,而使用机械加工后,机械化加工的钢筋笼都能达到监理要求,基本实行了免检。在加强筋内加焊十字支撑,起吊时先提吊点,使骨架稍稍提起,再与第二吊点同时起吊,待骨架离开地面后,吊点停止起吊,继续提升第二吊点。起吊要垂直,骨架入孔时应慢慢下放,严禁摆动碰撞孔壁。吊绳要采用四根一样长的,切不可采用两根对折吊装钢筋笼。

 焊完一节主、箍筋,低速转动胶辊,抬第二根主筋焊接。此时按选定生产工艺确定方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。3.圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。哪里的钢筋笼滚焊机厂家好,这个厂家自身就没有资格回答的。我们都知道,大型建筑工地对工期的要求是非常严格的,所以用于这一领域的设备必须要有的加工效率,钢筋笼滚焊机正好可以满足这一要求。绕筋机的加工速度是非常快的,正常3-6个人30分钟就能完成一节笼子,并可加工直径1.25-2.5米桩径的笼子。而且工程管理还要结合施工经验预测施工中可能出现的问题,做好预防工作。同时要贯彻落实生产意识,施工人员在进行施工操作中必须戴好保护设施;定期对施工中使用的材料以及设备进行性检测,避免出现不因素,影响施工质量以及施工进度。2.钢筋笼滚焊机加工可靠由于采用的是机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,胶辊电机;Y90L-功率4kw小车电机;Y90L-功率1.5kw整机;3500kg外形尺寸;小车15m*1.3m*1.5m安装尺寸;3钢筋笼滚焊机箍筋不需搭接,较之手工作业节省材料1%,了施工成本。
建贸机械设备有限公司
酒泉周边钢筋笼绕筋机厂家
新型工地钢筋笼绕筋机是一种由PLC控制的加工生产钢筋笼的设备,全面替代钢筋笼人工及手工捆绑的加工工艺,实现钢筋笼质量的增强及大批量的生产,为桥梁、桩基钢筋笼制造的高效率,高利润,做出了巨大贡献。使用新型工地钢筋笼绕筋机加工钢筋,速度相对来说比较快,且加工的质量也比较可靠,使用数控钢筋笼滚焊机定尺弯箍时会有误差,这是什么原因导致的呢? 1、钢筋顶动钢筋笼滚焊机的定尺板,受料架上定尺板及拉筋有一定质量,存在滑动摩擦力,因为就会出现误差。 2、因为钢筋在行走且锤头位置不确定,因此用数控钢筋笼滚焊机定尺弯箍就会存在一定误差。 3、钢筋笼滚焊机定长,是到位后迫使钢筋停止前进,获得需要的弯箍精度,夹棍与钢筋间存在相对运动打滑,钢筋越长误差越严重。 新型工地钢筋笼绕筋机系统通电后的检查:(1)首先要检查数控装置中各个风扇是否正常运转,否则会影响到数控装置的散热问题。(2)确认各个印刷线路或模块上的直流电源是否正常,是否在允许的波动范围之内。 (3)CNC装置的各种参数。包括系统参数、卷板机PLCC参数、伺服装置的数字设定等,这些参数应符合随机所带的说明书要求。 (4)当数控装置与机床联机通电时,应在接通电源的同时,作好按压紧急停止按钮的准备,以备出现紧急情况时随时切断电源。 (5)在手动状态下,低速进给移动各个轴,并且注意观察机床移动方向和坐标值显示是否正确。
焊完一节主、箍筋,低速转动胶辊,抬第二根主筋焊接。此时按选定生产工艺确定方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。3.圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。哪里的钢筋笼滚焊机厂家好,这个厂家自身就没有资格回答的。我们都知道,大型建筑工地对工期的要求是非常严格的,所以用于这一领域的设备必须要有的加工效率,钢筋笼滚焊机正好可以满足这一要求。绕筋机的加工速度是非常快的,正常3-6个人30分钟就能完成一节笼子,并可加工直径1.25-2.5米桩径的笼子。而且工程管理还要结合施工经验预测施工中可能出现的问题,做好预防工作。同时要贯彻落实生产意识,施工人员在进行施工操作中必须戴好保护设施;定期对施工中使用的材料以及设备进行性检测,避免出现不因素,影响施工质量以及施工进度。2.钢筋笼滚焊机加工可靠由于采用的是机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,胶辊电机;Y90L-功率4kw小车电机;Y90L-功率1.5kw整机;3500kg外形尺寸;小车15m*1.3m*1.5m安装尺寸;3钢筋笼滚焊机箍筋不需搭接,较之手工作业节省材料1%,了施工成本。
建贸机械设备有限公司
酒泉周边钢筋笼绕筋机厂家
新型工地钢筋笼绕筋机是一种由PLC控制的加工生产钢筋笼的设备,全面替代钢筋笼人工及手工捆绑的加工工艺,实现钢筋笼质量的增强及大批量的生产,为桥梁、桩基钢筋笼制造的高效率,高利润,做出了巨大贡献。使用新型工地钢筋笼绕筋机加工钢筋,速度相对来说比较快,且加工的质量也比较可靠,使用数控钢筋笼滚焊机定尺弯箍时会有误差,这是什么原因导致的呢? 1、钢筋顶动钢筋笼滚焊机的定尺板,受料架上定尺板及拉筋有一定质量,存在滑动摩擦力,因为就会出现误差。 2、因为钢筋在行走且锤头位置不确定,因此用数控钢筋笼滚焊机定尺弯箍就会存在一定误差。 3、钢筋笼滚焊机定长,是到位后迫使钢筋停止前进,获得需要的弯箍精度,夹棍与钢筋间存在相对运动打滑,钢筋越长误差越严重。 新型工地钢筋笼绕筋机系统通电后的检查:(1)首先要检查数控装置中各个风扇是否正常运转,否则会影响到数控装置的散热问题。(2)确认各个印刷线路或模块上的直流电源是否正常,是否在允许的波动范围之内。 (3)CNC装置的各种参数。包括系统参数、卷板机PLCC参数、伺服装置的数字设定等,这些参数应符合随机所带的说明书要求。 (4)当数控装置与机床联机通电时,应在接通电源的同时,作好按压紧急停止按钮的准备,以备出现紧急情况时随时切断电源。 (5)在手动状态下,低速进给移动各个轴,并且注意观察机床移动方向和坐标值显示是否正确。
 2、新项目当场技术人员依据必须工程施工位置的设计图整体规划所截钢筋下料长短,在建筑钢筋区开料激光切割。3、建筑钢筋放进量尺寸明确的胎墙上开展激光切割开料后迁移到套丝去滚丝,滚丝后的建筑钢筋务必历经边缘打磨抛光整平后,即可进到下一条工艺流程。4、依据设计构思间隔调节主筋部位,箍筋根据在成形机中键入的间隔,全自动围绕;箍筋与主筋的联接,选用二氧化碳维护电焊焊接(别名二保焊)红梅花形碰焊,降低焊穿,确保联接品质。5、每节灌注桩制做进行后,下节灌注桩在成形机上开展组拼,组拼及格后吊离上每节灌注桩,确保各种电气灌注桩的连接精密度。绕筋机6、生产加工好的灌注桩在储放区运送至灌注桩储放区,设定契形马镫固定不动两边,避免建筑钢筋翻转。
2、新项目当场技术人员依据必须工程施工位置的设计图整体规划所截钢筋下料长短,在建筑钢筋区开料激光切割。3、建筑钢筋放进量尺寸明确的胎墙上开展激光切割开料后迁移到套丝去滚丝,滚丝后的建筑钢筋务必历经边缘打磨抛光整平后,即可进到下一条工艺流程。4、依据设计构思间隔调节主筋部位,箍筋根据在成形机中键入的间隔,全自动围绕;箍筋与主筋的联接,选用二氧化碳维护电焊焊接(别名二保焊)红梅花形碰焊,降低焊穿,确保联接品质。5、每节灌注桩制做进行后,下节灌注桩在成形机上开展组拼,组拼及格后吊离上每节灌注桩,确保各种电气灌注桩的连接精密度。绕筋机6、生产加工好的灌注桩在储放区运送至灌注桩储放区,设定契形马镫固定不动两边,避免建筑钢筋翻转。
