




四平球墨铸铁管与普遍铸铁管的优势体现:
球墨铸铁管的制作过程是在普通铸铁管的原材料中添加了镁、钙等碱土金属或稀有金属铸造而成。球墨铸铁管的铸造工艺有连续铸造法、热模铸造法和水冷离心铸造法,其中水冷法为当今世界先进工艺,不同工艺球墨铸铁技术性能不同。它与普通铸铁管对比,不仅保持了普通铸铁管的抗腐蚀性,而且具有强度高、韧性好、壁薄、重量轻、耐冲击、弯曲性能大、安装方便等优点。
因此球墨铸铁管不但在国外普遍采用,而且在国内也得到了很好的推广使用,在我国很多地区,四平球墨铸铁管在中、小口径的给水管中已普遍采用。有这些所有的优势可以看出球墨铸铁管的特性和普遍铸铁管的特性有很大的优势。从而可以看出球墨铸铁管行业是有这的优势的。
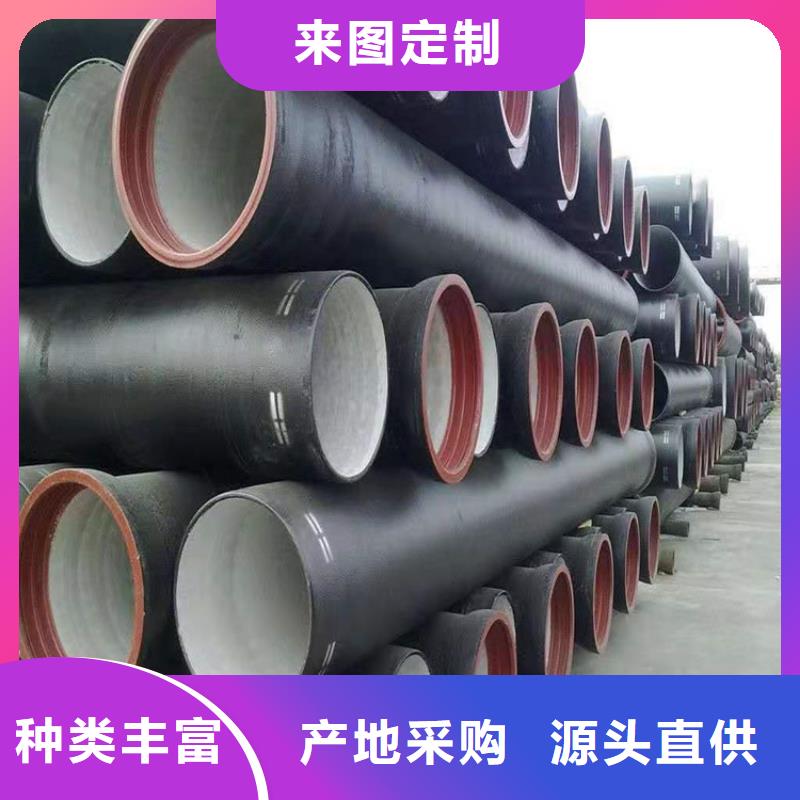
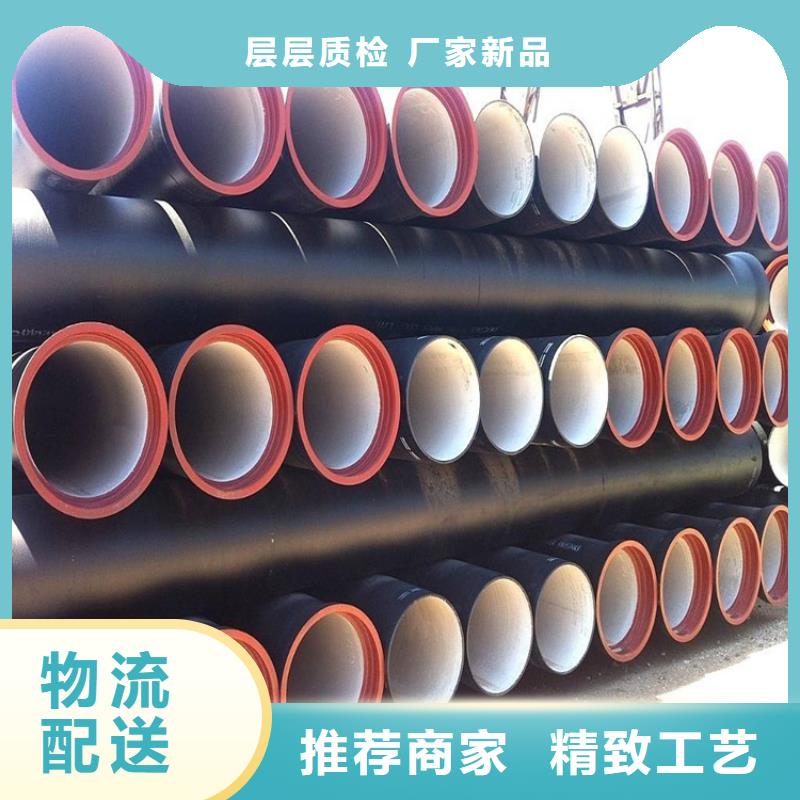
四平球墨铸铁管是铸铁管的一种。质量上要求铸铁管的球化等级控制为1-3级(球化率》80%),因而材料本身的机械性能得到了较好的改善,具有铁的本质、钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能良好,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气,输油等。 在铁素体和珠光体基体上分布有一定数量的球状石墨,根据公称口径及对延伸率的要求不同,基体组织中的铁素体和珠光体的比例有所不同,小口径的珠光体比例一般不大于20%,大口径的一般控制在25%左右。 我公司销售的球墨铸铁管管能承受很高的内压,在进行水压实验中,实验压力比尺度和欧洲尺度都高出1.6MPa。球墨铸铁管管还具有良好的抗外压性,可以降低管床和保护层制作的要求,使管道铺设既经济又可靠;另外,外喷锌、喷沥青漆、内衬水泥等措施保证了铸管的内、外抗侵蚀性。球墨铸铁管的喷锌质量符合ISO8179的划定,每平方米的管道小喷锌量为130g,沥青漆的厚度不低于70μm,水泥砂浆内衬质量符合ISO4179的划定,保证砂浆坚固密室、光滑、附着力强。 从球墨铸铁管成本和程序考虑,地下供水管网的改造,一般都是在道路改造建设期间进行。对于老旧管道的故障防范,主要通过探漏检测漏点。但对于埋藏在地下的自来水管道,更多的情况无法及时掌握。
球墨铸铁管的分类
四平球墨铸铁管管道冲洗和消毒需注意的事
一、放水口应有明显标志或栏杆,夜间应加指示灯等安全措施。
二、放水前应仔细检查放水路线,保证安全、畅通。
三、放水时,应先开出水闸门,再开来水闸门。
四、注意冲洗管段,特别是出水口的工作情况,做好排气工作,并派人监护放水路线,有问题及时处理。
五、检查沿线有无异常声响、冒水或设备故障等现象,检查放水口水质外观。
六、放水后应尽量使来水闸门、出水闸门及时关闭。如做不到,可先关出水闸门,但留一两扣先不关死,待来水闸门关闭后,再将出水闸门全部关闭。
七、防止冲洗管在冲洗时将球墨铸铁管管堵冲开,在槽底用50吨千斤顶做冲洗管后背,固定冲洗管,防止冲洗管水平移动。
八、为减少冲洗管因冲洗发生振动,在槽上用工字钢三道龙门支墩。
四平铸铁管安装前的注意事项一、设备前的注意事项:
1.管子在工地上的摆放
一般在开沟前进行。首要铲除阻碍,平坦地上,沿沟向放置木材。然后根据计划摆放铸铁管,使一切管子承口都朝向进水方向,并用锲块固定之。
2.挖沟宽度
管子放入沟中,两头应留有必要的200-300㎜余宽.
3.设备层及其厚度
在多是石块的土层情况下,为维护管子有条理地接连置放,应考虑设备层的疑问(松软土质不必考虑)。设备层由松软的颗粒状物质构成(沙土、小碎细石粒、过筛土),其厚度应保证底部距石块层小距离≮100㎜。 
四平规范管模使用制度,减少球墨铸铁管的气孔和针孔发生。
针对管模内壁打点偏稀的问题,要求打点工在进行管模维修打点时,降低管模打点机打点杆的进给速度,使打出的麻点稠密、均匀;对于管模内壁打点过浅,要求在进行管模维修打点时,提高风压(0.7-0.75MPa),磨好打点头,保证麻点深度适宜。
对于内表面有油脂和杂物的球墨铸铁管管模,特别是新使用的管模,使用前,必须清除管模表面的油脂和杂物。对于有龟裂纹的管模,轻微的,使用时适当增大模粉的加入量;龟裂纹严重的,必须及时更换管模。
离心球墨铸铁管质量缺陷主要有:重皮、气孔与针孔、夹渣夹杂、渗漏、水压打爆等。
重皮、气孔与针孔和夹渣夹杂质量缺陷总共占百分之七十多,可见上述三种质量缺陷是导致球墨铸铁管综合合格率低的主要原因。
四平对离心机生产情况进行检查发现,在使用过的管模中,有些新使用的管模内壁粘附油脂和杂物清除不到位,有些旧管模存在龟裂纹,内壁打点稀、浅。根据生产工艺的要求,新使用的管模必须清除干净内壁的粘附油脂和杂物,管模内壁的打点要均匀、深度不超过0.3至0.5mm。
生产工艺要求铁水在感应电炉内高温时间不得超过30分钟,DN100—1000mm管子的浇注温度为1380—1500℃。对铁水质量调查发现,铁水在感应电炉内高温时间过长,超过30min,浇注温度也有时偏高,有时偏低,不符合生产工艺要求。另外,流槽与管模间距离过大、流槽出铁口弯头形状不当、流槽出铁口距承口位置较远以及翻包量过大、管模转速过高也是导致拉管质量缺陷产生的重要原因。
