


不要犹豫,点击播放我们的【管线管】无缝钢管适用场景产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:【管线管】无缝钢管适用场景的图文介绍

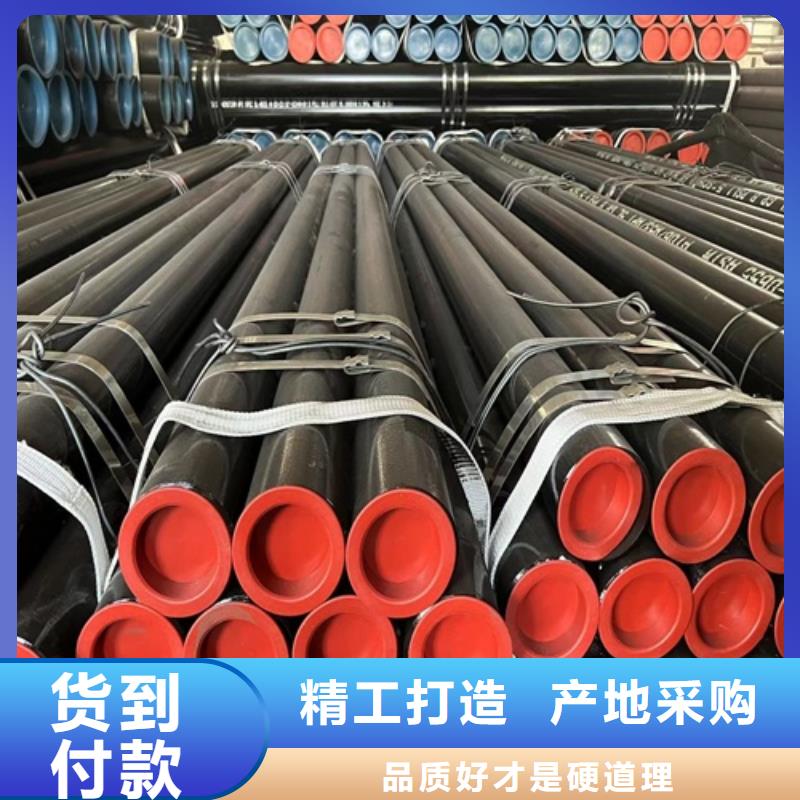
L360N管线除锈方法 1、喷出防锈处理喷出防锈处理是利用功率大的电动机推动喷出叶面转动,使钢球、钢砂、钢丝段、矿物等耐磨材料在电动机向心力的作用下对L360N管线管表层开展喷出解决,不但可以金属氧化物、锈迹和废弃物,并且L360N管线管在耐磨材料强烈撞击和摩擦力的效果下,还能做到所需求的匀称表面粗糙度。 2、专用工具防锈处理关键运用钢丝球等设备对材料外表完成打磨抛光,可以除掉松脱的氧化皮、锈迹、焊疤等。手动工具防锈处理能到达Sa2级别,驱动力专用工具防锈处理可做到Sa3级别,若不锈钢板材表层黏附的锌灰,专用工具去锈功效不理想化,达不上作业规定的锚纹。 3、酸洗钝化一般用化工和电解法两类方式做酸洗钝化解决,管路只使用有机化学酸洗钝化,可以除掉氧化皮、锈迹、旧镀层,有时候可以用其做为抛丸除锈后的再解决。化学水处理尽管能使表层实现的洁净度和表面粗糙度,但其锚纹浅,并且非常容易对周边环境产生环境污染。 L360N管线管是用热轧带钢打卷根据电焊焊接进行的,无缝钢管是不能电焊焊接的间隙的,无缝钢管是用园钢立即制做而成的一个总体的环形无缝钢管,用钢胚立即拉出去的。


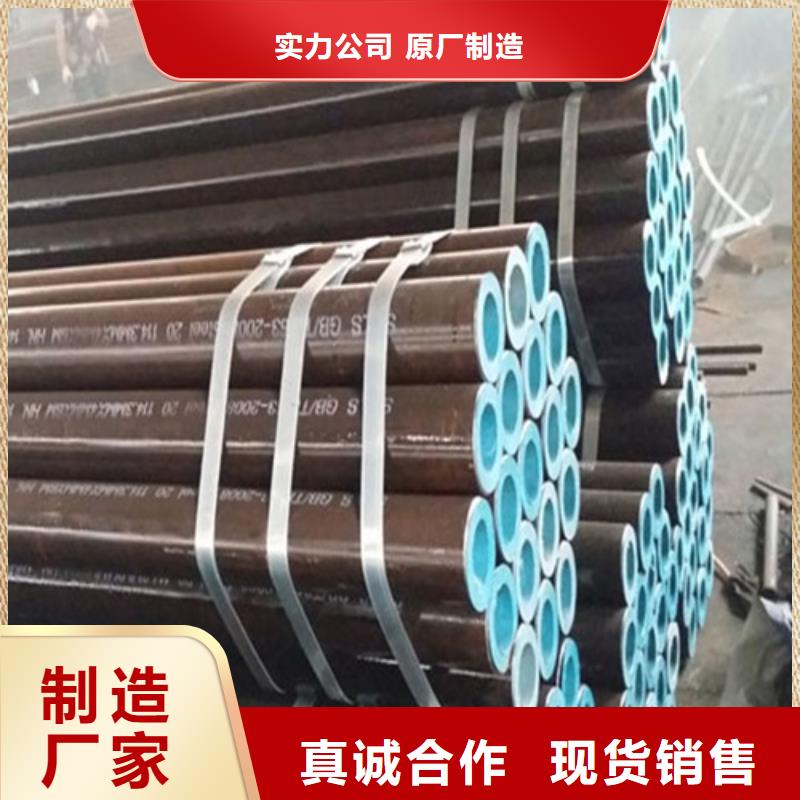
X52管线管连接方式为焊接,接箍连接,承插连接等,国内钢厂生产的X52管线管是把抽出地面的油,汽,水,通过管线管输送到石油和天然气工业企业。X52管线管包括无缝管和焊接钢管,其管端有平端,带螺纹端和承口端;API 5L管线钢无缝钢管,无缝钢管管线钢材质:GR.B,X42,X46,52,X56,X60,X65,X70。其连接方式为焊接,接箍连接,承插连接等。 现代管线钢属于低碳或超低碳的微合金化钢,是高技术含量和高附加值的产品,管线钢生产几乎应用了冶金*域近20多年来的一切工艺技术新成就。管线工程的发展趋势是大管径、高压富气输送、高冷和腐蚀的服役环境、海底管线的厚壁化。 因此现代管线钢应当具有高强度、低包申格效应、高韧性和抗脆断、低焊接碳素量和良*焊接性、以及抗HIC和抗H2S腐蚀。*化的生产策略是进步钢的洁净度和组织均匀性,C≤0.09%、S≤0.005%、P≤0.01%、O≤0.002%,并采取微合金化,真空脱气+CaSi、连铸过程的轻压下,多阶段的热机械轧制以及多功能间歇加速冷却等工艺。



鹏鑫钢铁有限公司自成立以来始终坚持诚信经营,质量为先的经营理念,建立了完善的 江苏宿迁无缝钢管市场销售渠道,齐全的售后服务体系。多年来,公司坚持 江苏宿迁无缝钢管价格低、质量优的经营理念,周到的服务赢得了广大客户的高度认可,并建立了长期的合作关系。主营业务有: 江苏宿迁无缝钢管。客户的满意是我们不懈的努力与追求!欢迎新老客户来电咨询!



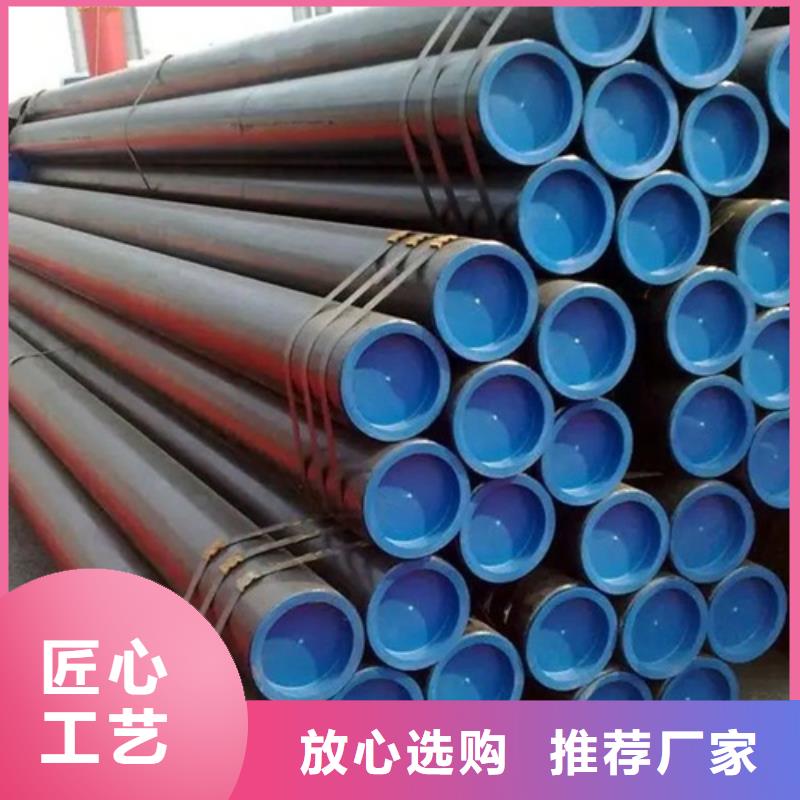
管线管激光焊接加工工艺 管线管的焊接前准备充分与一般的低碳钢是相同的,务必注意的是要认真处理好焊缝规格型号和附近的热镀锌层。便于熔透,焊缝规格型号要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;便于减少锌对焊接的渗透到,在焊之前,可将焊缝内的热镀锌层以后再焊。 在实际工程监理工作方面,采用了集中打焊缝,没留钝边制作工艺进行集中控制系统,两层激光焊接加工加工工艺,减少了未熔透的几率。 焊条应根据镀锌钢管的基本原材料选用,一般低碳钢由于充分考虑易可执行性,选用J422较为普遍。 焊接技巧:在焊两层焊的一层焊接时,尽量使锌层融化并使之汽化、蒸发而逸出焊接,可大大减少液态锌留在焊接中。 在焊角焊缝时,一样在一层尽量使锌层融化并使之汽化、蒸发而逸出焊接,其方法是先将焊条顶部向前约5~7mm左右,当使锌层融化后再回到原来位置再度向前电焊焊接。 再横焊和仰焊时,如选用短渣焊条如J427,错口趋于会并不大;倘若采用上下左右往返运条专业性,更可以得到无缺陷的电焊焊接质量。



