




漳州NM500耐磨钢板零割厂家
 山东中鲁金属期待与您合作~公司常年主营:
耐磨钢板:nm360耐磨板,nm400耐磨板,nm450耐磨板,nm500耐磨板(3-100MM
合金钢板:40Cr钢板、42CrMo钢板、15CrMo钢板、12Cr1MoV钢板(3-300MM)
弹簧钢板:65Mn弹簧钢板,60Si2Mn弹簧板,另有各种材质弹簧钢带(2-60MM
特厚钢板:普板Q235B,锰板 Q345B(Q355B/16MN) ,碳结板45#(100MM-600MM
耐候钢板:SPA-H、Q235NHG、Q355NHG等可加工做锈
高强度钢板:Q345高强板,Q460高强板,Q550高强板,Q690高强板
锅炉容器板:20G、245R锅炉板、 Q345R容器板
万吨库存厚度0.1mm-600mm
切割零售、拥有万瓦激光切割·火焰切割等设备数台~!可为用户切割各种特殊规格,图纸加工、
山东中鲁金属期待与您合作~公司常年主营:
耐磨钢板:nm360耐磨板,nm400耐磨板,nm450耐磨板,nm500耐磨板(3-100MM
合金钢板:40Cr钢板、42CrMo钢板、15CrMo钢板、12Cr1MoV钢板(3-300MM)
弹簧钢板:65Mn弹簧钢板,60Si2Mn弹簧板,另有各种材质弹簧钢带(2-60MM
特厚钢板:普板Q235B,锰板 Q345B(Q355B/16MN) ,碳结板45#(100MM-600MM
耐候钢板:SPA-H、Q235NHG、Q355NHG等可加工做锈
高强度钢板:Q345高强板,Q460高强板,Q550高强板,Q690高强板
锅炉容器板:20G、245R锅炉板、 Q345R容器板
万吨库存厚度0.1mm-600mm
切割零售、拥有万瓦激光切割·火焰切割等设备数台~!可为用户切割各种特殊规格,图纸加工、
 耐磨钢板NM400-NM450-NM500-MN13,耐磨钢板的折弯;耐磨钢板的应用很广泛,特别是在厂房建设中的效果十分明显。在耐磨钢板的多种操作控制方面,掌握难度比较大的是折弯,这主要是因为产品的弹性比较差。对此,我们当然也有相应的办法予以解决。 为了对耐磨钢板进行折弯,可以先按耐磨钢板外径圆弧车几个滚轮,然后将滚轮坚固的固定在铁板上,将铁管里灌满砂,两端用木塞子赛好后防滚轮上,需要折叠的位置用火焰加热后进行折叠,但需要耗费很大的力量。 为了能更加简单有效的折弯耐磨钢板,建议用液压弯管机进行弯管,而且事先要与机器配以相应的模具,这样折弯出来耐磨钢板才不会存在缺陷,品质才能有保障,使用效果才会更好。 为了实现耐磨钢板板面的平整的粗糙度,采取了一些处理工艺,效果也是不错的。比如在制成零件或产品后,要进行表面的涂层处理,为了可以增强涂层的附着力,产品具有一定的表面粗糙度是比较有利的。 耐磨钢板在很多领域都有应用,对于不同应用场合的不同用途,对它的粗糙度要求也有不同。在制作的过程中,制作设备如平整机工作辊上存在的粗糙度会表现在表面上。实践证明,工作辊辊面上的粗糙度和轧制力的大小对管面的粗糙度值都是有影响,而且呈现的是非线性的正相关关系。
耐磨钢板NM400-NM450-NM500-MN13,耐磨钢板的折弯;耐磨钢板的应用很广泛,特别是在厂房建设中的效果十分明显。在耐磨钢板的多种操作控制方面,掌握难度比较大的是折弯,这主要是因为产品的弹性比较差。对此,我们当然也有相应的办法予以解决。 为了对耐磨钢板进行折弯,可以先按耐磨钢板外径圆弧车几个滚轮,然后将滚轮坚固的固定在铁板上,将铁管里灌满砂,两端用木塞子赛好后防滚轮上,需要折叠的位置用火焰加热后进行折叠,但需要耗费很大的力量。 为了能更加简单有效的折弯耐磨钢板,建议用液压弯管机进行弯管,而且事先要与机器配以相应的模具,这样折弯出来耐磨钢板才不会存在缺陷,品质才能有保障,使用效果才会更好。 为了实现耐磨钢板板面的平整的粗糙度,采取了一些处理工艺,效果也是不错的。比如在制成零件或产品后,要进行表面的涂层处理,为了可以增强涂层的附着力,产品具有一定的表面粗糙度是比较有利的。 耐磨钢板在很多领域都有应用,对于不同应用场合的不同用途,对它的粗糙度要求也有不同。在制作的过程中,制作设备如平整机工作辊上存在的粗糙度会表现在表面上。实践证明,工作辊辊面上的粗糙度和轧制力的大小对管面的粗糙度值都是有影响,而且呈现的是非线性的正相关关系。
 牌号 NM400对应标准 GB /T 24186-2009 工程机械用高强度耐磨钢板 High strength abrasion resistant steel plates for construction machine归类 合金钢NM400 化学元素成分含量(%)成分 C Si Mn P S Cr Ni Mo Ti B 更多小值 - - - - - - - - - 0.0005 Als≥0.01 值 0.3 0.7 1.6 0.025 0.01 1 0.7 0.5 0.05 0.006NM400 机械性能厚度tmm 抗拉强度σb Mpa 延伸率δ % 硬度 HBW 冲击吸收能量KV2 Jt≤80 ≥1200 ≥10 370~430 -20℃(纵向)≥24
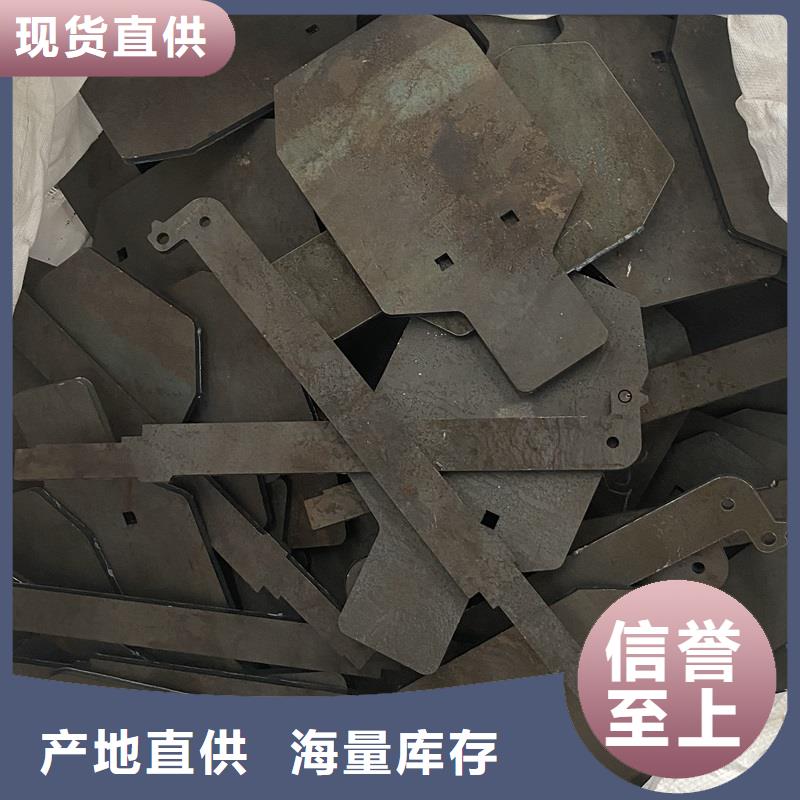
耐磨钢板NM400-NM450-NM500-MN13,现货3-100MM厚现货齐全均可按需切割
牌号 NM400对应标准 GB /T 24186-2009 工程机械用高强度耐磨钢板 High strength abrasion resistant steel plates for construction machine归类 合金钢NM400 化学元素成分含量(%)成分 C Si Mn P S Cr Ni Mo Ti B 更多小值 - - - - - - - - - 0.0005 Als≥0.01 值 0.3 0.7 1.6 0.025 0.01 1 0.7 0.5 0.05 0.006NM400 机械性能厚度tmm 抗拉强度σb Mpa 延伸率δ % 硬度 HBW 冲击吸收能量KV2 Jt≤80 ≥1200 ≥10 370~430 -20℃(纵向)≥24
耐磨钢板NM400-NM450-NM500-MN13,现货3-100MM厚现货齐全均可按需切割
 耐磨钢板NM400-NM450-NM500-MN13,nm500耐磨板焊接的要求。nm500耐磨板焊接要求: 一、坡口设计 开坡口的目的是为了保证焊透和提高工件连接强度,合理调节焊缝金属中母材金属所占的比例。由于填充金属中有益合金元素含量较高,坡口的设计增加了焊缝中填充金属的比例,有利于改善焊接质量。留钝边是为了防止烧穿,留根部间隙是为了保证焊透。根据西气东输的经验,坡口形式采用V型,单边坡口角度为22.5°-23.5°,对口间隙为2.4-4.0mm,钝边为0.8-2.4mm。 二、严格耐磨管清理 焊接前应将坡口内外两侧25mm范围内的铁锈、水分、油污等清理干净,打磨出金属光泽,并将nm500耐磨板管端10mm范围内的螺旋焊缝或直缝余高打磨平滑,以保证焊缝的圆滑过渡。每一层焊接完成后应立即进行清理,确定无杂质、无缺陷后方可进行下一层焊道的焊接。 三、采用对口器 选用内对口器对nm500耐磨板管口进行组对,采用厚度为2.0-3.5mm的铁片对对口间隙进行控制,相邻管段的管螺旋焊缝在对口处错开的距离要不小于100mm;组对完成后,焊前将坡口两侧50mm内按要求预热100~200°后方可进行下一步的焊接操作。为防止焊接过程中出现裂纹,对口器要在根道完全焊接完毕后才能撤除。 四、严格控制温度 焊接过程中必须严格控制预热温度和层间温度。为了防止热影响区产生淬硬组织导致冷裂纹,层与层之间的焊接不应相隔太久,在距管口25mm处的圆周上均匀测温。当环境温度低于5°时,焊接作业须在防风棚内进行,并采用保温措施。在焊接过程中,如果焊口温度冷却至焊接工艺要求的 焊接温度以下时,应对焊口重新加热。
耐磨钢板NM400-NM450-NM500-MN13,nm500耐磨板焊接的要求。nm500耐磨板焊接要求: 一、坡口设计 开坡口的目的是为了保证焊透和提高工件连接强度,合理调节焊缝金属中母材金属所占的比例。由于填充金属中有益合金元素含量较高,坡口的设计增加了焊缝中填充金属的比例,有利于改善焊接质量。留钝边是为了防止烧穿,留根部间隙是为了保证焊透。根据西气东输的经验,坡口形式采用V型,单边坡口角度为22.5°-23.5°,对口间隙为2.4-4.0mm,钝边为0.8-2.4mm。 二、严格耐磨管清理 焊接前应将坡口内外两侧25mm范围内的铁锈、水分、油污等清理干净,打磨出金属光泽,并将nm500耐磨板管端10mm范围内的螺旋焊缝或直缝余高打磨平滑,以保证焊缝的圆滑过渡。每一层焊接完成后应立即进行清理,确定无杂质、无缺陷后方可进行下一层焊道的焊接。 三、采用对口器 选用内对口器对nm500耐磨板管口进行组对,采用厚度为2.0-3.5mm的铁片对对口间隙进行控制,相邻管段的管螺旋焊缝在对口处错开的距离要不小于100mm;组对完成后,焊前将坡口两侧50mm内按要求预热100~200°后方可进行下一步的焊接操作。为防止焊接过程中出现裂纹,对口器要在根道完全焊接完毕后才能撤除。 四、严格控制温度 焊接过程中必须严格控制预热温度和层间温度。为了防止热影响区产生淬硬组织导致冷裂纹,层与层之间的焊接不应相隔太久,在距管口25mm处的圆周上均匀测温。当环境温度低于5°时,焊接作业须在防风棚内进行,并采用保温措施。在焊接过程中,如果焊口温度冷却至焊接工艺要求的 焊接温度以下时,应对焊口重新加热。

 NM500耐磨板的热处理,金相组织的组织及特性级及t在cFeF的固溶体,呈体立方晶格钢,如NM360耐磨板、NM400耐磨板、NM450耐磨板、NM500耐磨板、硅钢片等 溶碳量为206%在一般情况下,具有高的塑性,在y铁中但强度和硬度低,奥氏体组织除了在高温转变时产生以奥氏体Aono的固溶体,呈面外,在常温时亦存在王不锈钢、高铬钢和高锰钢中,如奥(7/A)心立方晶格 氏体不锈钢等铁和碳的化1含碳量为6.87%、硬度很高、耐磨,但脆性很大。 因渗碳体合物(Fe3C)此渗碳体不能单独应用,而总是与铁素体混合在一起。总者多的久即、费伤签需通世紧提企责征赛在础高:遭成和即内文章N铁素体与渗碳体机械混合状的组织称为极细珠光体,它们的硬度较铁素体和奥氏物。 其片层组绿光体用织的粗细随奥(P)氏体过冷程度而异讨承受负荷时会引起应力集中,故不如索氏体组织及特性陕合金溶液含碳量在2.06%以上时,缓慢冷到1130℃。更凝固出莱氏体,当温度达到共析温度莱氏体中的奥氏转变为珠光体。因此,在723℃以下莱氏体是珠光体与,氏体与:莱氏体参碳体机械混合物(共晶混合).体的共晶莱氏体硬(>700HB)而脆,组织较粗,不能进行压力(L)加工,如白口铁。铸态含有莱氏体组织的钢有高速工具钢和Cr12型高合金工具钢等。 一般有较高的耐磨性和较好的切削性淤溶于a-Fe将中、NM500耐磨板加热到一定温度(形成奥氏体)后经迅速的过饱和的固冷却(淬火),得到的能使钢变硬、增强的一种淬火组织。马氏体溶体,显微组织!在相变过程中,原子不扩散,化学成分不改变,但晶格发(M) 呈针叶状淬火!生变化,同时新旧相间维持一定的位向关系并且具有切后获得的不稳变共格的特征。 NM500耐磨板具有很高的硬度,而且随含碳量增加而定组织提高,但含碳量超过0.6%后的硬度值基本不变将钢件奥氏低合金钢在中温等温下获得的,一种高温转变及低温体化,快冷到一贝氏体转变相异的组织,具有较高的强韧性,硬度相同时贝氏定温度区间保体组织的耐磨性明显优于马氏体温所得光镜下分辨不清楚铁素体与渗碳体两相,渗碳体分布550~350℃ 在铁素体条之间,碳含量低时,碳化物沿条间呈不连续范围内形成的的粒状或链珠状分布,碳含量高时,碳化物呈杆状甚至上贝氏体贝氏体称为上连续状分布。 NM500耐磨板在电镜下:条状铁素体大致平行,铁素体条贝氏体,金相组间分布与铁素体轴相平行的细条状渗碳体,铁素体条内织呈羽毛状有较高的位错密度,为一束大致平行的自奥氏体晶界长入奥氏体晶内的铁素体。脆性,硬度较高其中的铁素体呈针状,而碳化物呈现极小的质点以弥是过冷奥氏散状分布在针状铁素体内,NM500耐磨板具有较高的硬度(约为40~体在 400 ~55HRC)、良好的塑性和很高的冲击韧性,其综合力学性下贝氏体240℃等温度转能比索氏体更好。因此,在要求较大的韧性和高强度相变后的产物,呈配合时,常以含有适当合金元素的中碳结构钢等温淬火黑色针状形态获得贝氏体,以改善钢的力学性能,并减小内应力和变形。耐磨钢板NM400-NM450-NM500-MN13,
NM500耐磨板的热处理,金相组织的组织及特性级及t在cFeF的固溶体,呈体立方晶格钢,如NM360耐磨板、NM400耐磨板、NM450耐磨板、NM500耐磨板、硅钢片等 溶碳量为206%在一般情况下,具有高的塑性,在y铁中但强度和硬度低,奥氏体组织除了在高温转变时产生以奥氏体Aono的固溶体,呈面外,在常温时亦存在王不锈钢、高铬钢和高锰钢中,如奥(7/A)心立方晶格 氏体不锈钢等铁和碳的化1含碳量为6.87%、硬度很高、耐磨,但脆性很大。 因渗碳体合物(Fe3C)此渗碳体不能单独应用,而总是与铁素体混合在一起。总者多的久即、费伤签需通世紧提企责征赛在础高:遭成和即内文章N铁素体与渗碳体机械混合状的组织称为极细珠光体,它们的硬度较铁素体和奥氏物。 其片层组绿光体用织的粗细随奥(P)氏体过冷程度而异讨承受负荷时会引起应力集中,故不如索氏体组织及特性陕合金溶液含碳量在2.06%以上时,缓慢冷到1130℃。更凝固出莱氏体,当温度达到共析温度莱氏体中的奥氏转变为珠光体。因此,在723℃以下莱氏体是珠光体与,氏体与:莱氏体参碳体机械混合物(共晶混合).体的共晶莱氏体硬(>700HB)而脆,组织较粗,不能进行压力(L)加工,如白口铁。铸态含有莱氏体组织的钢有高速工具钢和Cr12型高合金工具钢等。 一般有较高的耐磨性和较好的切削性淤溶于a-Fe将中、NM500耐磨板加热到一定温度(形成奥氏体)后经迅速的过饱和的固冷却(淬火),得到的能使钢变硬、增强的一种淬火组织。马氏体溶体,显微组织!在相变过程中,原子不扩散,化学成分不改变,但晶格发(M) 呈针叶状淬火!生变化,同时新旧相间维持一定的位向关系并且具有切后获得的不稳变共格的特征。 NM500耐磨板具有很高的硬度,而且随含碳量增加而定组织提高,但含碳量超过0.6%后的硬度值基本不变将钢件奥氏低合金钢在中温等温下获得的,一种高温转变及低温体化,快冷到一贝氏体转变相异的组织,具有较高的强韧性,硬度相同时贝氏定温度区间保体组织的耐磨性明显优于马氏体温所得光镜下分辨不清楚铁素体与渗碳体两相,渗碳体分布550~350℃ 在铁素体条之间,碳含量低时,碳化物沿条间呈不连续范围内形成的的粒状或链珠状分布,碳含量高时,碳化物呈杆状甚至上贝氏体贝氏体称为上连续状分布。 NM500耐磨板在电镜下:条状铁素体大致平行,铁素体条贝氏体,金相组间分布与铁素体轴相平行的细条状渗碳体,铁素体条内织呈羽毛状有较高的位错密度,为一束大致平行的自奥氏体晶界长入奥氏体晶内的铁素体。脆性,硬度较高其中的铁素体呈针状,而碳化物呈现极小的质点以弥是过冷奥氏散状分布在针状铁素体内,NM500耐磨板具有较高的硬度(约为40~体在 400 ~55HRC)、良好的塑性和很高的冲击韧性,其综合力学性下贝氏体240℃等温度转能比索氏体更好。因此,在要求较大的韧性和高强度相变后的产物,呈配合时,常以含有适当合金元素的中碳结构钢等温淬火黑色针状形态获得贝氏体,以改善钢的力学性能,并减小内应力和变形。耐磨钢板NM400-NM450-NM500-MN13,
 耐磨钢板NM400-NM450-NM500-MN13,NM450耐磨钢板的硬度和强度定义;硬度是衡量NM450耐磨钢板材料软硬程度的指针。目前生产中测定硬度方法常用的是压入硬度法,它是用一定几何形状的压头在一定载荷下压入被测试的NM450耐磨钢板材料表面,根据被压入程度来测定其硬度值。 强度是指NM450耐磨钢板材料在静荷作用下抵抗破坏(过量塑性变形或断裂)的性能。由于载荷的作用方式有拉伸、压缩、弯曲、剪切等形式,所以强度也分为抗拉强度、抗压强度、抗弯强度、抗剪强度等。各种强度间常有一定的联系,使用中一般较多以抗拉强度作为基本的强度指针。
耐磨钢板NM400-NM450-NM500-MN13,NM450耐磨钢板的硬度和强度定义;硬度是衡量NM450耐磨钢板材料软硬程度的指针。目前生产中测定硬度方法常用的是压入硬度法,它是用一定几何形状的压头在一定载荷下压入被测试的NM450耐磨钢板材料表面,根据被压入程度来测定其硬度值。 强度是指NM450耐磨钢板材料在静荷作用下抵抗破坏(过量塑性变形或断裂)的性能。由于载荷的作用方式有拉伸、压缩、弯曲、剪切等形式,所以强度也分为抗拉强度、抗压强度、抗弯强度、抗剪强度等。各种强度间常有一定的联系,使用中一般较多以抗拉强度作为基本的强度指针。
 耐磨钢板NM400-NM450-NM500-MN13,耐磨钢板常用的切割方式是等离子切割和激光切割。激光切割具有精度高,切口整齐,切割形状灵活等一系列优点。但是不管是激光切割,还是等离子切割,都是有一定技术要求的。激光切割的气体流量,激光功率,焦点位置,切口宽度等因素都会影响切割质量。首先在选择耐磨钢板时,尽量选择优质的耐磨钢板,因为耐磨板在加工时,工艺水平参差不一,生产出来的耐磨板在可加工性上差别比较大,正确的加工方式可以很大程度上避免出现问题。加工时可以从两个方面尝试解决。 ,翻一个面试试。因为淬火的不均匀,有时候耐磨板的上下面确实会有一些差异。第二,调高激光切割的功率,加快激光切割的速度。这样做的是尽量减少切割件不同区域的温差,耐磨板温差时间越长,越容易出现问题。这两个方法虽然不能解决所有问题,却在不增加成本的同时大大减少耐磨板出现翘曲的可能
耐磨钢板NM400-NM450-NM500-MN13,耐磨钢板常用的切割方式是等离子切割和激光切割。激光切割具有精度高,切口整齐,切割形状灵活等一系列优点。但是不管是激光切割,还是等离子切割,都是有一定技术要求的。激光切割的气体流量,激光功率,焦点位置,切口宽度等因素都会影响切割质量。首先在选择耐磨钢板时,尽量选择优质的耐磨钢板,因为耐磨板在加工时,工艺水平参差不一,生产出来的耐磨板在可加工性上差别比较大,正确的加工方式可以很大程度上避免出现问题。加工时可以从两个方面尝试解决。 ,翻一个面试试。因为淬火的不均匀,有时候耐磨板的上下面确实会有一些差异。第二,调高激光切割的功率,加快激光切割的速度。这样做的是尽量减少切割件不同区域的温差,耐磨板温差时间越长,越容易出现问题。这两个方法虽然不能解决所有问题,却在不增加成本的同时大大减少耐磨板出现翘曲的可能
 漳州NM500耐磨钢板零割厂家
漳州NM500耐磨钢板零割厂家
