

 精密管的膨胀系数检查的方法可以用肥皂水抹在退火炉各个接头缝隙处,看是否跑气;其中容易
跑气的地方是退火炉进管子的地方和出管子的地方,这个地方的密封圈特别容易磨损,要经常检查
经常换。提出了冷弯成型前对精密钢管进行预处理的工艺方案;研究分析了正火温度、保温时间和冷
却方式对原料管组织和力学性能的影响规律;确定了精密钢管的常规正火工艺:加热温度(890±10)℃
保温6min后散置空冷。常规正火工艺可完全消除精密钢管的魏氏组织使其屈服强度和抗拉强度的
匹配更加合理屈强比σS/bσ≤0.78延伸率5δ≥30%冷成型性能大幅度提高并避免出现冷弯开裂现象
。膨胀系数可以用体积或者是长度表示,通常是用长度表示。密度物质的密度是该物质单位体积的
质量,单位是kg/m3或1b/in3。残余拉应力主要来自设备在焊接过程中产生的残余拉应力。
精密管的膨胀系数检查的方法可以用肥皂水抹在退火炉各个接头缝隙处,看是否跑气;其中容易
跑气的地方是退火炉进管子的地方和出管子的地方,这个地方的密封圈特别容易磨损,要经常检查
经常换。提出了冷弯成型前对精密钢管进行预处理的工艺方案;研究分析了正火温度、保温时间和冷
却方式对原料管组织和力学性能的影响规律;确定了精密钢管的常规正火工艺:加热温度(890±10)℃
保温6min后散置空冷。常规正火工艺可完全消除精密钢管的魏氏组织使其屈服强度和抗拉强度的
匹配更加合理屈强比σS/bσ≤0.78延伸率5δ≥30%冷成型性能大幅度提高并避免出现冷弯开裂现象
。膨胀系数可以用体积或者是长度表示,通常是用长度表示。密度物质的密度是该物质单位体积的
质量,单位是kg/m3或1b/in3。残余拉应力主要来自设备在焊接过程中产生的残余拉应力。

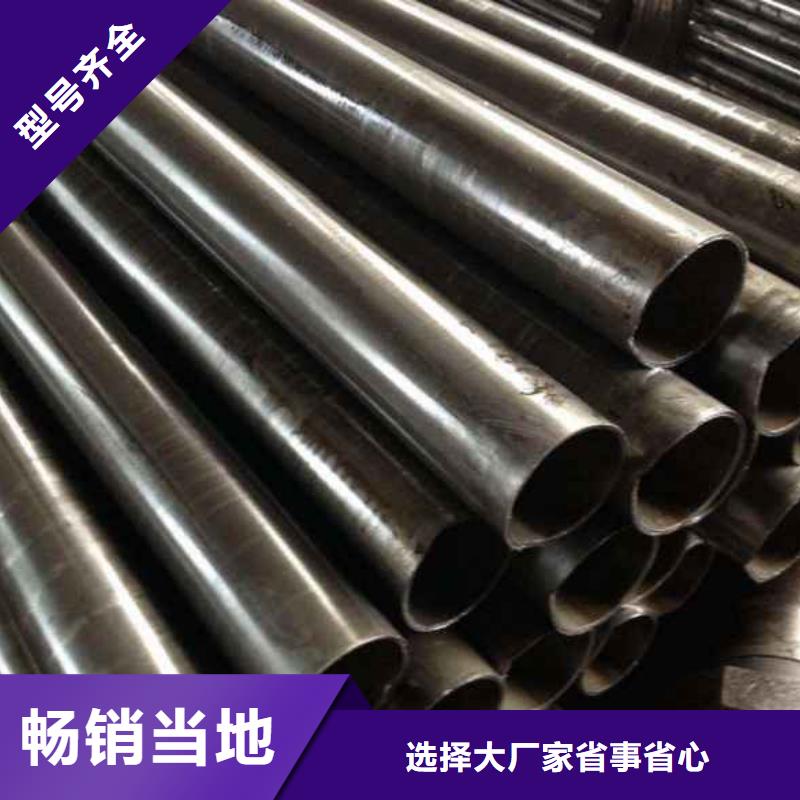
 精密管重量计算
距管按基础知识重量计算,不确定性尺按实际净重量结算。无缝管的重量计算公式按产品系列计算方法:W=(D-S)×S×0.02466。之中W=无缝管的每米净重量;S=无缝管的磅级壁厚;D=无缝管的磅级直徑。
精密管使用性能
精密管相对应的里外表面状况(如划痕、凸起、凹型槽),但其深层次不超得过0.02mm。
精密管耐腐蚀包裝
精密管涂防锈油、二端塑胶管道连接头耐污、里层防水塑料薄膜、表面包装袋或木包装箱。
大金钢管制造有限公司
精密管重量计算
距管按基础知识重量计算,不确定性尺按实际净重量结算。无缝管的重量计算公式按产品系列计算方法:W=(D-S)×S×0.02466。之中W=无缝管的每米净重量;S=无缝管的磅级壁厚;D=无缝管的磅级直徑。
精密管使用性能
精密管相对应的里外表面状况(如划痕、凸起、凹型槽),但其深层次不超得过0.02mm。
精密管耐腐蚀包裝
精密管涂防锈油、二端塑胶管道连接头耐污、里层防水塑料薄膜、表面包装袋或木包装箱。
大金钢管制造有限公司


