


为了给您提供更的27simn无缝管厂家现货销售产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:27simn无缝管厂家现货销售的图文介绍
建顺金属制品有限公司经过全体员工长期以来坚持不懈的努力,现已发展成为一家集设计开发、生产加工、销售、服务为一体的高新技术企业;是中国专业从事 山西吕梁铝翅片管等制造商之一。




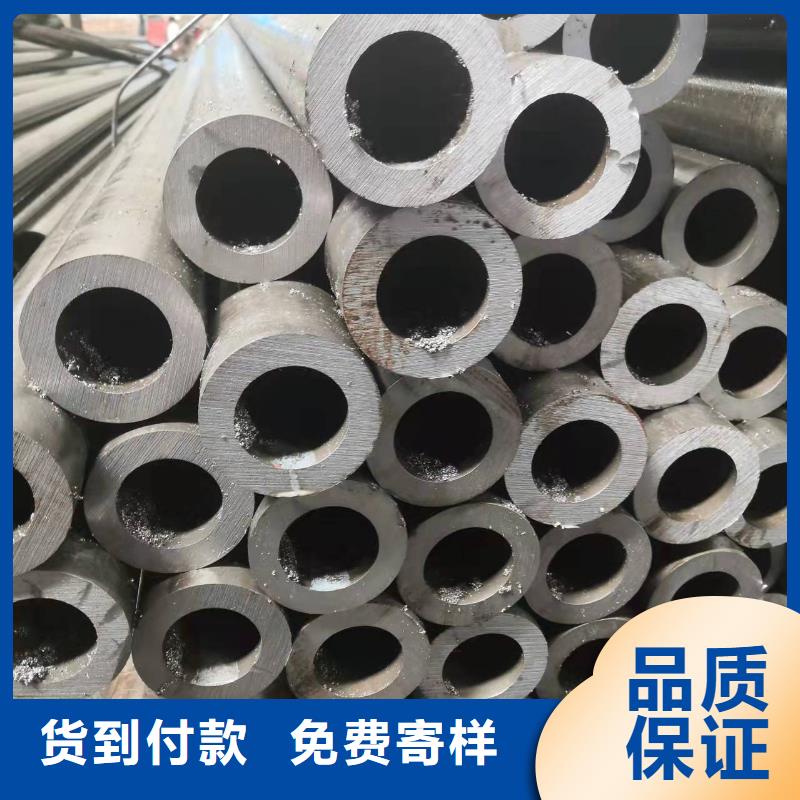
我国华尔网大口径无缝钢管,主要生产工艺为热轧大口径无缝钢管和热扩大口径无缝钢管,热扩无缝钢管 规格为325mm-1220mm厚为200mm,热扩无缝钢管可生产非国标的尺寸,热扩无缝管就是我们常说的热扩管,密度比较低但是收缩很强的钢管用斜轧法或拉拔法扩 大管材直径的一 种荒管精轧工序。在较短的时间内使钢管增粗,可生产非标,特殊型号的无缝管,且成本低,生产效率高,是国际轧管领域的发展趋势。GB5310(高压锅炉用无缝钢管)上规定外径大于或等于76mm,且壁厚≥14mm的钢管应在20℃进行夏比V型纵向冲击试验;三个试样冲击功的平均值应不低于40J,允许一个试样的冲击功低于平均值,但不低于平均值的70%。外径大于219.1mm,且壁厚≥25mm的钢管可用横向力学性能试验代替纵向力学性能试验。在20℃进行夏比V型横向冲击试验,大口径管做横向力学性能试验要方便一些 。



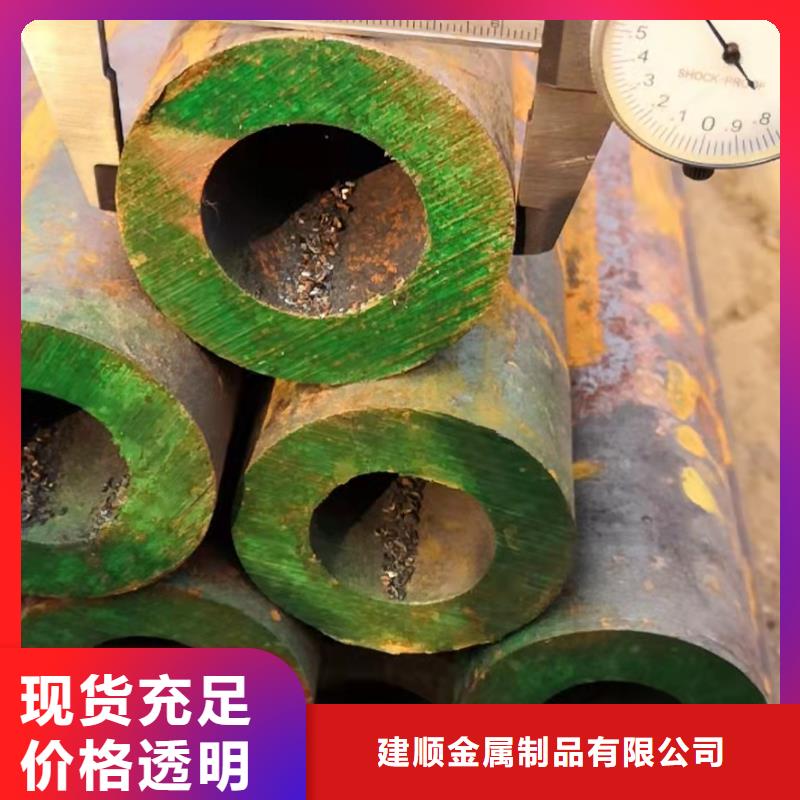
①华尔网热轧无缝钢管主要生产工序(△主要检验工序):管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、华尔网本地理化、华尔网本地台检) →入库②冷轧(拔)无缝钢管主要生产工序:坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。


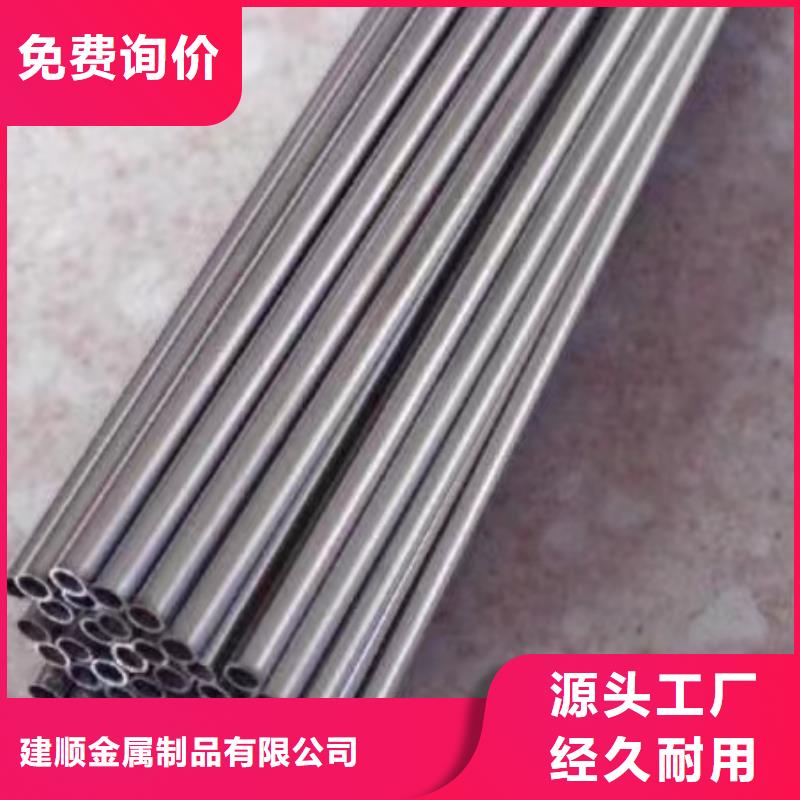
一般用华尔网无缝钢管是用10、华尔网附近20、华尔网附近30、华尔网附近35、华尔网附近45等优质碳结钢16Mn、华尔网附近5MnV等低合金结构钢或40Cr、华尔网附近30CrMnSi、华尔网附近45Mn2、华尔网附近40MnB等合结钢热轧或冷轧制成的。10、华尔网附近20等低碳钢制造的无缝管主要用于流体输送管道。45、华尔网附近40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、华尔网附近拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、华尔网附近终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。



