
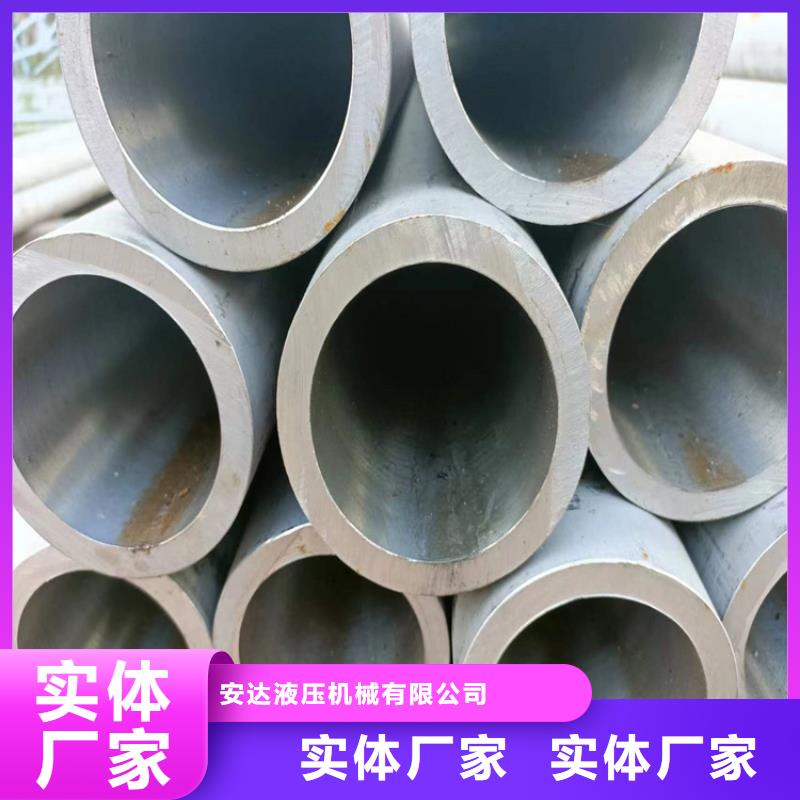







凉山珩磨管油缸管绗磨管无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象。
滚压加工原理:是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。
滚压管

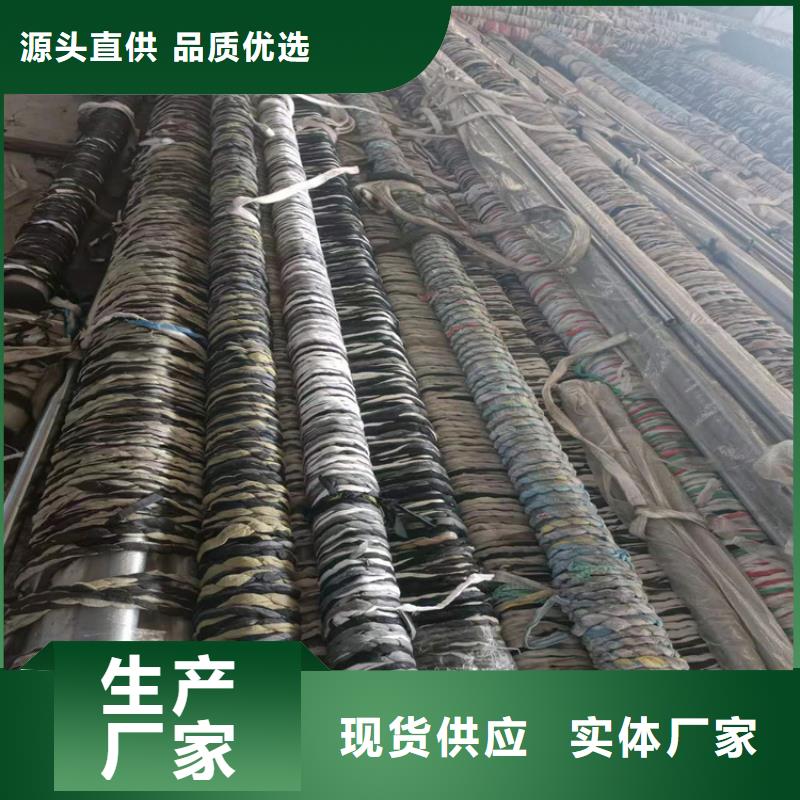
凉山珩磨管油缸管绗磨管原始组织状 除了钢中的化学成分以外,珩磨管淬火前的原始组织结构的影响也很大。例如片状珠光体;马氏体和贝氏体等非平衡组织;不均匀、网状碳化物;非金属夹杂物;锻造过热组织及流线等均可能导致或促发珩磨管淬火开裂。不同形态珠光体组织对淬裂的影响-细片状珠光体;2-点状珠光体;3-细粒状珠光体;4-粗粒状珠光体2.1.4 马氏体中的显微裂纹 马氏体形成时容易产生显微裂纹,这是指在中高碳钢中,而低碳钢的马氏体组织中难以形成显微裂纹。这是因为低碳马氏体为平行的板条,相互碰撞的机会少,且本身的塑性高,可以通过变形而使应力松弛,不易产生显微裂纹。而高碳马氏体内由于马氏体片相互碰撞,片状马氏体又不能作相应的形变来消除应力,造成碰遇处的应力场,当应力足够大时就形成显微裂纹。这种先天的缺陷使高碳马氏体进一步增加了脆性,在其它应力的作用下,显微裂纹可能发展为宏观开裂。在日常生活中油缸管得到了广泛应用例如石油、气动或液压等领域.今天讲一下油缸钢管应用领域.油缸钢管的化学成分主要为锰Mn、硫S当然还有碳C、硅Si、磷P、铬Cr通过冷拔或热轧技术处理后形成的高精密钢管材料. 油缸管的实际应用领域 油缸管对于抗氧化要求严格受益于内外壁无氧化层由于其化学成分的特殊性以及生产工艺的严格要求优质的油缸管具有很好的承压性结构稳定冷弯不变形.在进一步加工中(例如扩口、挤压)不会出现裂缝、表面光亮等特点.因此油缸管大多用来生产气动或液压元件、液压油缸的产品如气缸或油缸可以是油缸钢管无缝管.滚压管
凉山珩磨管油缸管绗磨管绗磨管的优点主要有以下几点:
1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08μm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形消除,硬度提高HV≥4°。
4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
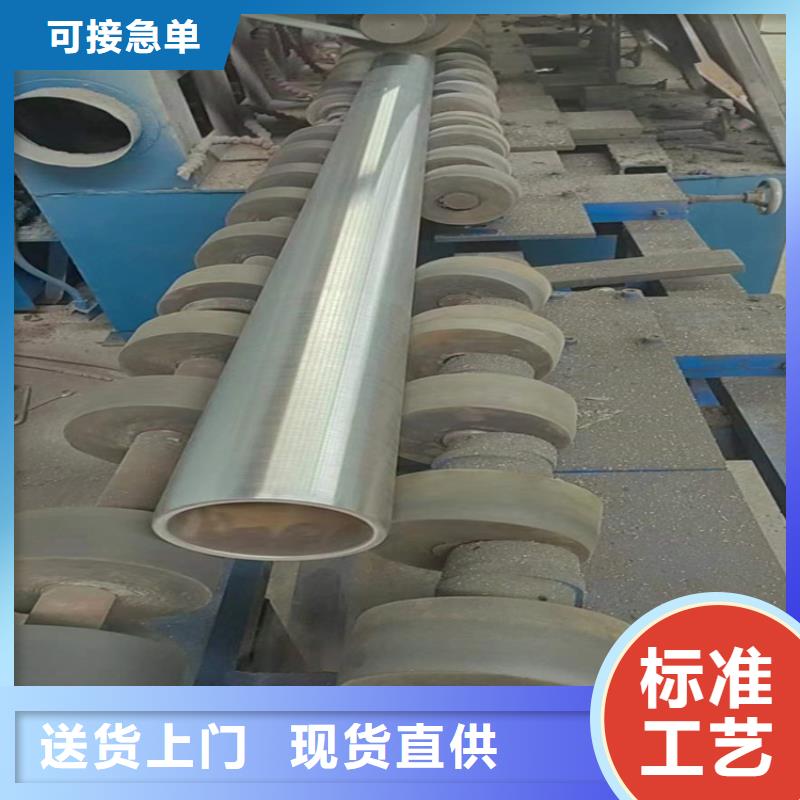
在工艺上绗磨工艺就是珩磨机进行深孔绗磨的珩磨工艺是磨削加工的一种特殊形式,又是精加工中的一种高效加工方法。绗磨加工时珩磨时利用珩磨头圆周上的一条或多条油石,同时使珩磨头旋转和往复运动,零件不动;或珩磨头只作旋转运动,工件来回运动,实现绗磨。而滚压加工原理:是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加适量的压力,硬度和强度增加,从而改变了工件表面的耐蚀性和配合性。滚压管

凉山珩磨管油缸管绗磨管当液压油中含有水分时,会促使液压油形成乳化液,降低了液压油的润滑和防腐作用,加速导致管路内壁的磨损和腐蚀。当液压油中含有大量气泡时,在高压管路中气泡受到压缩,周围的油液便高速流向原来由气泡所占据的空间,引起强烈的液压冲击,在高压液体混合物冲击下,管路内壁受腐蚀而剥落。以上这些情况终都会使管路破裂而漏油。
此外,管路的外表面经常会沾上水分、油泥和尘土,如果保护层破坏,就很容易产生腐蚀,导致强度下降,直至从高温、高压、弯曲、扭曲严重处发生 油。]2 对策b] 液压管路虽然承受的压力高,工作环境恶劣,但是漏油故障是可以预防和避免的,在使用和维修中应采取以下预防措施。
2.1 认真检查管路质量,严禁使用不合格管路
在维修时,对新更换的管路,应认真检查生产的厂家、日期、批号、规定的使用寿命和有无缺陷,不符合规定的管路坚决不能使用。使用时,要经常检查管路是否有磨损、腐蚀现象;使用过程中橡胶软管一经发现严重龟裂、变硬或鼓泡现象,就应立即更换。滚压管

