










产生的原因和可采取的措施有钢管矫直前的弯曲度及椭圆度过大,超过了矫直机的能力,可以重复娇直;矫直辐的压下量及挠度小,可适当增加压下量或者挠度等钢管表面出现螺旋压痕或“矫凹”现象,这是矫直辊的端部与钢管表面接触所致产生的原因是矫直粗的线与钢管的线不一致,钢管偏向一侧,钢管与矫直辊接触弧过大,使矫直辊端部与钢管接触,可通过调整矫直辊的角度使钢管“对中接触弧长度合理钢管“矫方”,即钢管矫直后其截面不是圆形,而是呈“方形”。芜湖球墨铸铁管在设计工模具时,先仔细地对全套工模具进行计算。因为,芜湖球墨铸铁管另外,各辊的压下量是不同的,对六辊矫直机面言,前、后辊的压下量远小于中间辊。同样,钢管与矫直混的接触弧线长度要合适,按12-3/4辊长进行调整,中辊取上限,前、后取下限总之,影响钢管矫直的因素是多方面的,芜湖球墨铸铁管在实际应用中要反复试验以取得宝贵的实践经验芜湖球墨铸铁管价格并达到预期的效果钢管矫直后会出现以下的问题:芜湖球墨铸铁管矫直后弯曲度及椭圆度达不到要求。
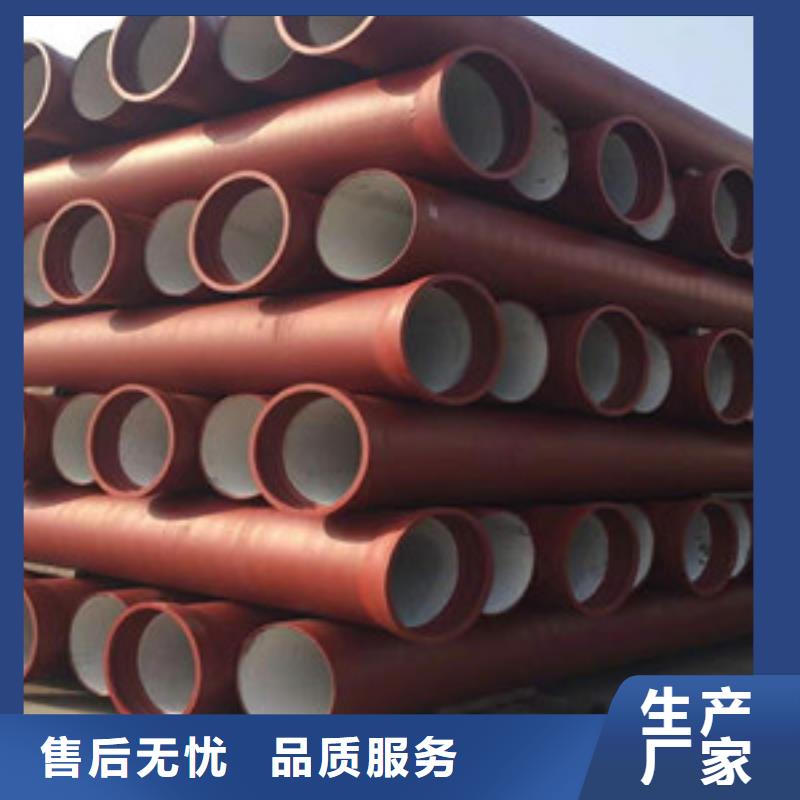
机械下管采用软绳索绑扎管,绑扎点距管端约四分之一处,注意轻吊轻放,严格执行吊车安全规程。人工下管时在管沟边用两木板作为下滑支架(防止管沟塌方),木板上垫橡胶,用两软绳固定在两支点上,人工控制另二支点缓慢放绳。芜湖球墨铸铁管和芜湖球墨铸铁管件是采用冲天炉炼铁,经过电炉调质球化处理??离心浇铸制芯稳重退火喷锌整圆与打磨水压试验水泥内涂养生外涂沥青等工序严格按照标准GB/T13295-2013和ISO253-98E来生产。我公司生产实力雄厚,技术设备,中频电炉、光谱分析仪等 关键设备为国外进口,离心成型、退火、喷锌、精整、包装等整条生产线居国际水平。管道吊装下沟:利用吊车吊管下沟,在吊车无法进入点采用人工下管法下管。
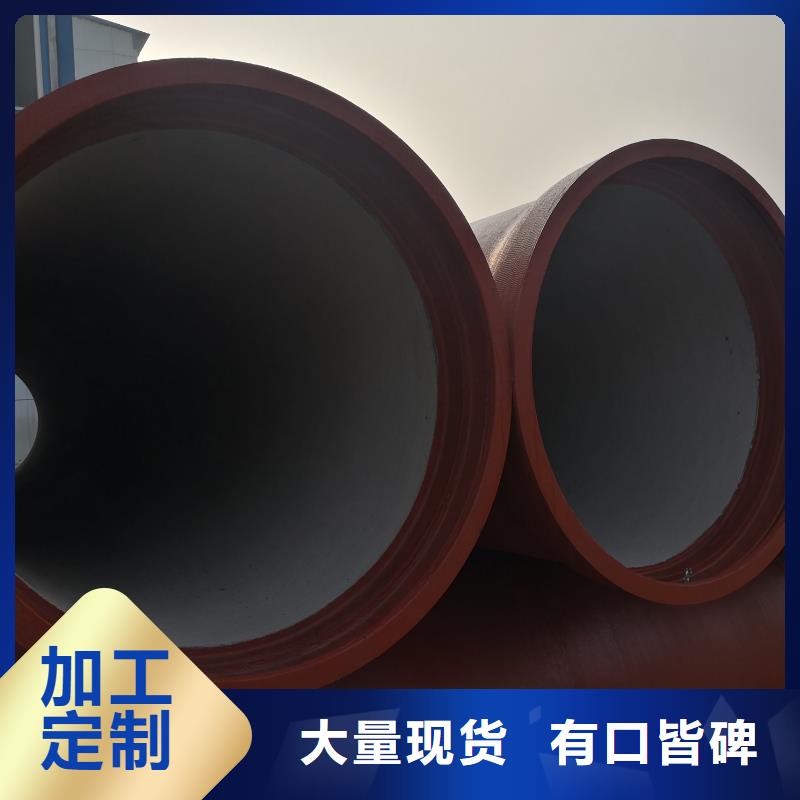
芜湖球墨铸铁管承口内的所有杂物擦洗干净;将胶圈上的粘着物清擦干净,把胶圈弯为”梅花形或“8字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各部门不翘不扭。在球墨管件,井盖铸造的制造工艺方面均达到国内水平。球铁管件严格执行对应标准GB和标准ISO2531,K型法兰套在钢筋混凝土墙施工中,直接浇注成一体。然后安装管道。用橡胶密封圈填满管道与套筒之间的缝隙,用法兰压盖紧固,用螺栓固定。EN545标准,井盖执行EN124标准质量上要求铸铁管的球化等级控制为1-,球化率≥80%,借此材料本身的机械性能得到了较好改善,具有着铁的本质,钢的性能。芜湖球墨铸铁管适应基础不均芜湖球墨铸铁管匀沉陷,尤其是湿陷性黄土郊区特别的管材。
管壁的力学性能差异较大,内壁共晶渗碳体,珠光体的分解和转变,使石墨球长大,组织体积膨胀,导致铸管径向尺寸变大,石墨化程度越高,石墨球越容易长大,从而体积膨胀越大,而渗碳体,珠光体的分解是需要一定的温度和时间要求的,试样的球化率达到了的国标要求,靠近内壁的球化率为6级,为管子内壁夹渣,杂质元素多造成;外壁球化效果较中心和内壁好;外壁组织中莱氏体化严重芜湖球墨铸铁管承口内的所有杂物擦洗干净。将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部门不翘不扭,平均地卡在槽内。将润滑剂平均地涂刷在承口安装好的胶圈内表面在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。
