
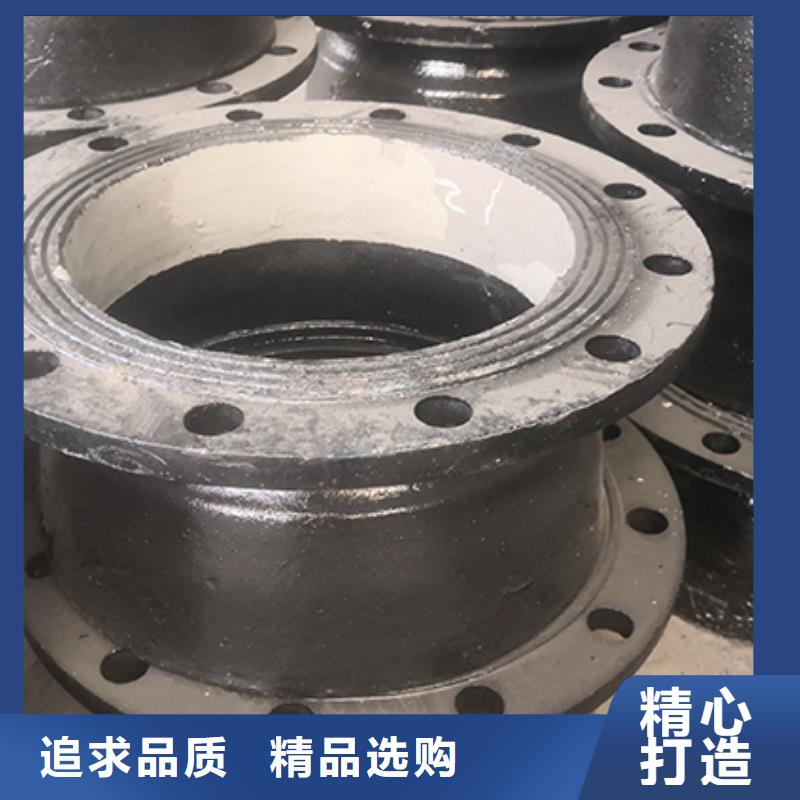

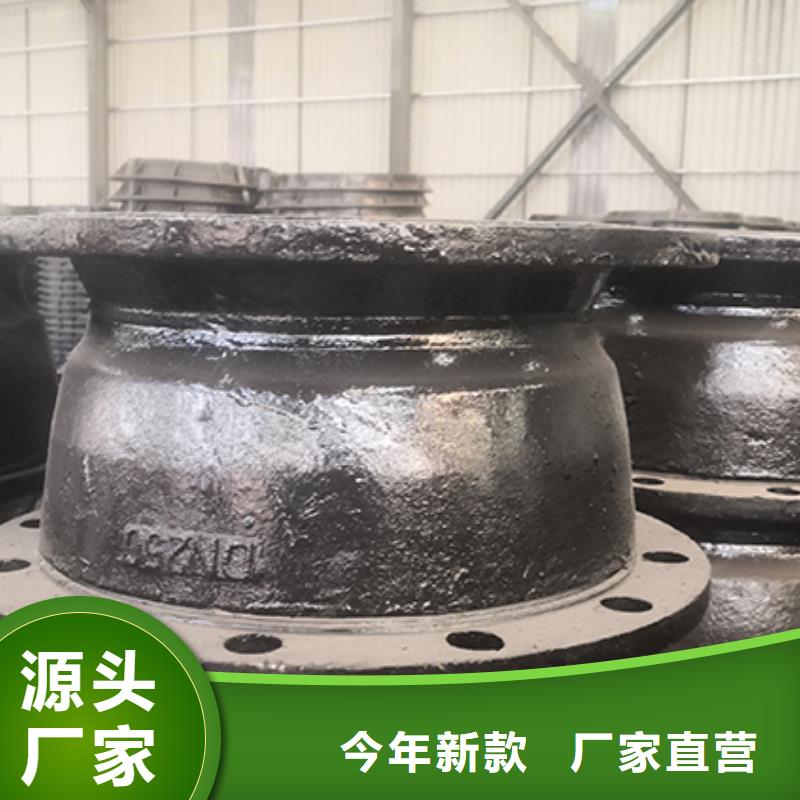
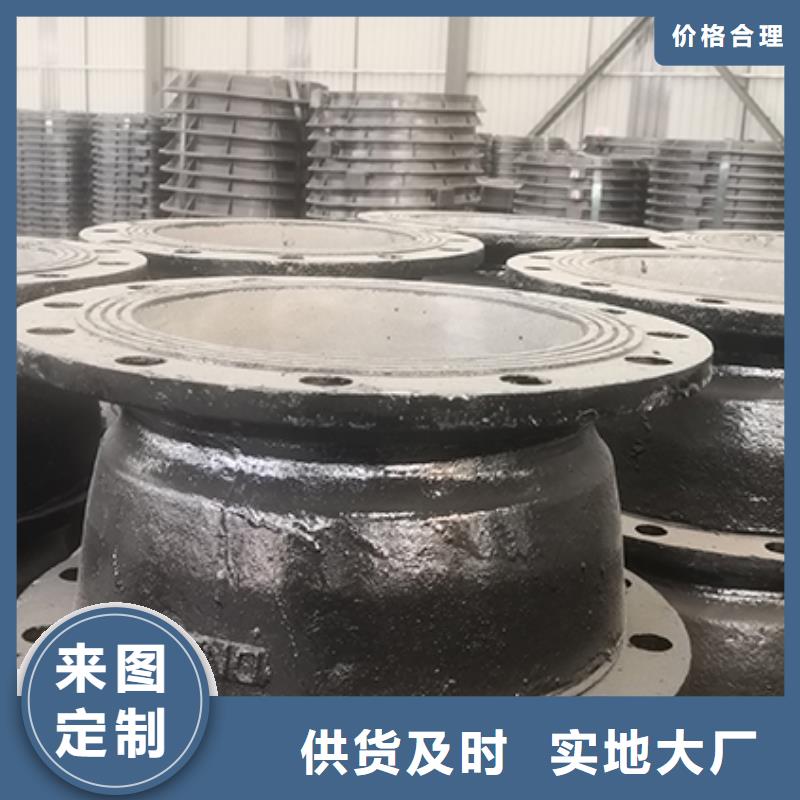







球墨铸铁管配件的使用也出现了一些问题,我们在进行解决球墨铸铁管渗漏的情况时我们要注意铸铁管安装时材料的准备工作,我们要采用铸铁焊条的方式来进行焊接修补,还有就是我们在大部分人不用水的时间内,会将有裂纹及渗漏水的地方进行打磨,然后在用环氧树脂抹在有裂纹的地方,然后用白沙带或者玻璃丝。一、球墨铸铁管在安装时所进行的水压实验应该统一的去指挥,分工比较明确,对后背、支墩、接口、排气阀等都应规定专门的人去负责检查,并明确规定地发现问题时的联络信号。二.球墨铸铁管道接口完成以后,使用较短的管甲、短管乙以及盲板将试压管段两端及三通处封闭,试压球墨铸铁管段除接口外去填土至管顶以上50公分并夯实。如系高层建筑或管道井内,应按照设计要求用型钢做固定支架。6高层建筑考虑管道胀缩补。改头换面成合金钢产品出口,并由此享受出口退税,尤其是在国内钢铁市场产能过剩的背景下,以“含硼钢”方式出口成为业内,而这也导致了东南亚等地区钢企的不满。公司T型接口形式的球墨铸铁管适用于不同的地势条件,采用水泥砂浆防腐内衬球墨铸铁管,不同水质输送要求,以及锌层+终饰防腐层外壁防腐处理的球墨铸铁管适用于不同的腐蚀性土壤条件,是城镇供水、输气的管材。目前,我国已成为常用球墨铸铁管的生产大国。所以在同等规格的时候,离心球墨铸铁管能给我们提供更大的径流量。而且离心球墨铸铁管有着多种防氧化处理涂层。适应多种情况和环境。由原来的按管壁厚度标准生产,改为按管道使用压力等级标准生产。其次,通过进步,各类内外涂层产品,实现铸管产品由代向第三代的升级换代,产品的附加值;万儒铸管通过进步,各类内外涂层产品,实现铸管产品由代向第三代的升级换代,产品的附加值,成为市场的者。离心球墨铸铁管采用代拉伏法水冷金属型离心机.Dg100mm以下的铸型采用封闭水套冷却,Dg150rnm以上的铸型都用雨淋式冷却。B/T水及燃气管道用球墨铸铁管、管件和附件1.法兰连接阀门:阀体带有法兰,与管道采用法兰连接的阀门。执行标准GB/TISO2531/2003,球墨铸铁管是指材质为球墨铸铁,使用18号以上的铸造铁水经添加球化剂后,经过离心球墨铸铁机高速离心铸造而成,经过退火内外防腐处理,采用橡胶密封圈密封,用于城市,小区,市政,消防,污水管道的一种优质供水、排水管材。气密性检测需要在铸铁管上覆土,如果出现渗漏,又需要将土清理,破素砼等繁琐工作,这样不可避免的要影响工程进度,在常见的项目实施方法中,我们一般采取以下方式进行球墨铸铁管的气密性检查:气密性检测的常用方法有气泡法,涂抹法,化学气体示踪检漏法,压力变化法,流量法,超声波法等等。在防盗方面上咱们这种球墨铸铁做了极好的改观。选用的是暗门形式,由固定孔和弹簧轴及推力固定卡衔接,敞开的时分需求的提锁并进行顺时针九。常用物料管道材料选用表(2)上述快速检验合格后,则铁水在10-15分钟内倒入钢模中离心铸造成管坯。制造业处理所有铸件,包括铸铁井盖,都是在大型工厂称为铸造厂。废钢进入铸造厂,被熔化并合金化,并以铁铸成型。铸铁无处不在。美国的一个典型的家庭包含大约2000磅(900公斤)的铁铸件,主要是管道和管道配件,还有炉子和空调。确保打磨达到工艺质量标准。承口内光洁、干净、平滑。完成生产任务和工部、调度等主管领导交给的临时任务,确保生产线畅通。密封槽内应打磨光洁,无水泥砂浆、多肉。清净承口内油、水、尘、沙、锈等污物,补平铸造缺陷,方允进加热炉。为市政工程师的各种关键领域提供卓越的性能,除了在24[轮可用的标准孔径和功能外,这种认证的访问解决方案也采用方形格式,可以使材料进入您的工作空间更容易,选择正确的铸铁井盖-所有你需要知道的发表于2016年6月1日|由理查兹建筑商您的综合指南选择正确的房间盖。因此,当选择合适的铸铁井盖时,我们大部分人都处于黑暗中,相当字面意义上,所以这里有一些方便的井下来帮助你,他们是什么,这是非常明显的,但是铸铁井盖基本上是一个可移动的板,在井盖的开口处形成井盖,这样可以防止任何人或任何人掉入。1.真空阀:压力0.1Mpa即760mm汞柱高的阀门,通常用mm汞柱或mm水柱表示压力。管水泥衬内壁不得沾漆。不平整面用毛刷点刷。承插口水泥内衬端面要涂刷到位。文明生产,及时填报生产报。负责本岗位所需原材料。除了特殊情况之外,管沟边线应该是一条直线,沟底应该在一平面上,用机械挖沟是,槽底应留0.2-0.3米的土层暂不开挖,后使用人工清理沟底至标准高度。用毛刷和干净的抹布清理承口内部,是放胶圈的位置,不要留有漆、土、砂子等残物,清扫插口、光滑边缘。
球墨铸铁管桥是如何建造的?下面球墨铸铁管厂家为大家总结了以下几点: 施工工艺:施工规划→测量放样→搭建支撑平台→钻孔灌注桩→墩台→桥管装配→桥管安装。 (1)建立桩基础支撑平台,应选用松木桩。松桩由平台打桩机打入,松桩上放置横通道通木,横通道通木上放置纵向方木。 (2)现浇桩施工,桩径600,桩深6米。钻机就位后,应进行中心找正,将磨盘调整为水平形状,并保护钻杆垂直。整个对准过程完成后,钻头与桩的中心线误差应小于±20mm。 (3)桥管在施工现场组装。装配完成后,应进行检查。经检查合格的,应当计划吊装。 (4)桥管每跨选两台吊车,放置在平台上。吊装过程中,应有专人指导。在吊车执行每一个动作前,指示吊车检查操作环境。 (5)捆扎钢管时要找到重心,使吊装稳定。升降速度应平均,回输平稳,下落时低速轻。 (6)为保持管道与管桥的变形共存,在管道沉降变形基本稳定后,将相邻埋地钢管连接到管桥两端的扁管段。 (7)安装滑动支架或吊架时,应根据设计规则预先留出与管道膨胀相反的目标偏转,并保证尺寸准确。 球墨铸铁管配件
球墨铸铁管配件退火处理简介:球墨铸铁管采用两阶段退火处理。即在高温石墨化退火之后,炉冷至共析温度再保温,以消除共析渗碳体。球墨铸铁管的具体退火温度及保温时间是由不同的化学成分和铸态组织等所决定的一对于不同生产条件的管子,其退火工艺的制定是需要由试验来确定的。 球墨铸铁管使用时经常处于高温和高压条件,管子在高温烟气和水蒸气的作用下,会发生氧化和腐蚀。要求钢管具有高的持久强度,高的抗氧化腐蚀性能,并有良好的组织稳定性。球墨铸铁管一般都是采用纯氢作为退火气氛,气氛纯度***好是99.99%以上,如果气氛中另一部分是惰性气体的话,纯度也可以低一点,但是***不能含有过多氧气、水汽。 炉体密封性。光亮退火炉应是封闭的,与外界空气隔绝;采用氢气作保护气的,只有一个排气口是通的(用来点燃排出的氢气)。检查的方法可以用肥皂水抹在退火炉各个接头缝隙处,看是否跑气;其中***容易跑气的地方是退火炉进管子的地方和出管子的地方,这个地方的密封圈特别容易磨损,要经常检查经常换。提出了冷弯成型前对原料管进行预处理的工艺方案;研究分析了正火温度、保温时间和冷却方式对原料管组织和力学性能的影响规律。 软氮化是活性氮化现在比较常用的是气体氮化.随着化工工业在中国的发展球墨铸铁管的应用越来越广泛,国内球墨铸铁管每年以10%的速度增长着,在石油,尿素等行业也有很大的发展前途。球墨铸铁管在性能上的突出表现是屈服强度高和耐应力腐蚀,具有良好的焊接性焊接冷裂纹和热裂纹的敏感性都较小。 
由球墨铸铁管配件的凝固特点认为球铁件易于出现缩孔缩松缺陷,因而其实现无冒口铸造较为困难。阐述了实现球铁件无冒口铸造工艺所应具备的铁液成份、浇注温度、冷铁工艺、铸型强度和刚度、孕育处理、铁液过滤和铸件模数等条件,用大模数铸件和小模数铸件铸造工艺实例佐证了自己的观点。1、 球墨铸铁的凝固特点球墨铸铁与灰铸铁的凝固方式不同是由球墨与片墨生长方式不同而造成的。在亚共晶灰铁中石墨在初生奥氏体的边缘开始析出后,石墨片的两侧处在奥氏体的包围下从奥氏体中吸收石墨而变厚,石墨片的先端在液体中吸收石墨而生长。在球墨铸铁中,由于石墨呈球状,石墨球析出后就开始向周围吸收石墨,周围的液体因为w(C)量降低而变为固态的奥氏体并且将石墨球包围;由于石墨球处在奥氏体的包围中,从奥氏体中只能吸收的碳较为有限,而液体中的碳通过固体向石墨球扩散的速度很慢,被奥氏体包围又限制了它的长大;所以,即使球墨铸铁的碳当量比灰铸铁高很多,球铁的石墨化却比较困难,因而也就没有足够的石墨化膨胀来抵消凝固收缩;因此,球墨铸铁容易产生缩孔。另外,包裹石墨球的奥氏体层厚度一般是石墨球径的1.4倍,也就是说石墨球越大奥氏体层越厚,液体中的碳通过奥氏体转移至石墨球的难度也越大。低硅球墨铸铁容易产生白口的根本原因也在于球墨铸铁的凝固方式。如上所述,由于球墨铸铁石墨化困难,没有足够的由石墨化产生的结晶潜热向铸型内释放而增大了过冷度,石墨来不及析出就形成了渗碳体。此外,球墨铸铁孕育衰退快,也是极易发生过冷的因素之一。 2、球墨铸铁无冒口铸造的条件从球墨铸铁的凝固特点不难看出,球墨铸铁件要实现无冒口铸造的难度较大。笔者根据自己多年的生产实践经验,对球墨铸铁实现无冒口铸造工艺所需具备的条件作了一些归纳总结,在此与同行分享。1、管材选用原则(1)具有优良的力学及物理性能和耐久性,确保供水******和具有较长的使用寿命;(2)具有良好的耐腐蚀性能,避免水质受到污染;(3)具有良好的水力性能,以减少水头损失,从而减少工程投资;(4)管道配件质量好,加工方便,规格齐全,施工和维修方便;(5)便于运输和施工,以减少施工难度,缩短施工周期;(6)根据管道沿线地形地质条件和管材来源,因地制宜地采用不同的管材;(7)管材性价比较优,在保证质量的前提下,以减少工程投资。
