







高密度防渗土工膜是垃圾填理场中应用较广泛的防渗材料。糙面土工膜有哪些独特性能。糙面土工膜不透水的塑料薄膜为基材,和不透性材料制成的无纺土工布,它是不透水的二个功能,这取决于塑料薄膜的防渗。其较大特点是经线与纬线穿插不弯曲,各自在一个平面的形状。经编复合时,即应用经编捆绑线在经纱和纬纱与短纤针刺非织造土工布防水夹层,通过重复,这样就成了三大系列之一。因此经编复合土工膜,高抗拉强度,低延伸率的特点,同时具有复合土工膜防水。因此复合土工膜期间使用足以满足使用期限的要求,大坝防渗。
土工膜生产厂家专业生产。土工膜是很好的防渗材料。用作填埋场衬层的土工膜材料必须具备3个功能:①良好的防渗性能,以阻止渗透液的泄漏。②较好的吸附或降解性能,去除悬浮或溶解的污染成分。③优异的力学性能、焊接性能、耐久性和密封性,以材料的使用强度和使用寿命。
土工膜材料的使用寿命是决定工程寿命的主要因素,材料在工程中的使用条件,称为工程环境。工程环境是异常复杂的,它包括力的因素、热的因素、介质和时间等因素。这些因素常常是叠加的,它们同时对土工膜发生作用,其结果是对工程材料的固有特性造成不可逆转的影响,直至破坏。HDPE土工膜可用于垃圾填埋场,表面活性剂是去氧剂、除垢剂、洗涤剂等的重要成分,在污水池、污水处理厂、垃圾填埋场的防渗漏工程中,由于普通土工膜抵抗表面活性的能力差,因此不能用于污水池、垃圾填理场等防渗漏工程,其抵抗表面活性剂的能力很强,环保用高(中)密度聚乙烯土工膜的耐环境应力开裂性也高。
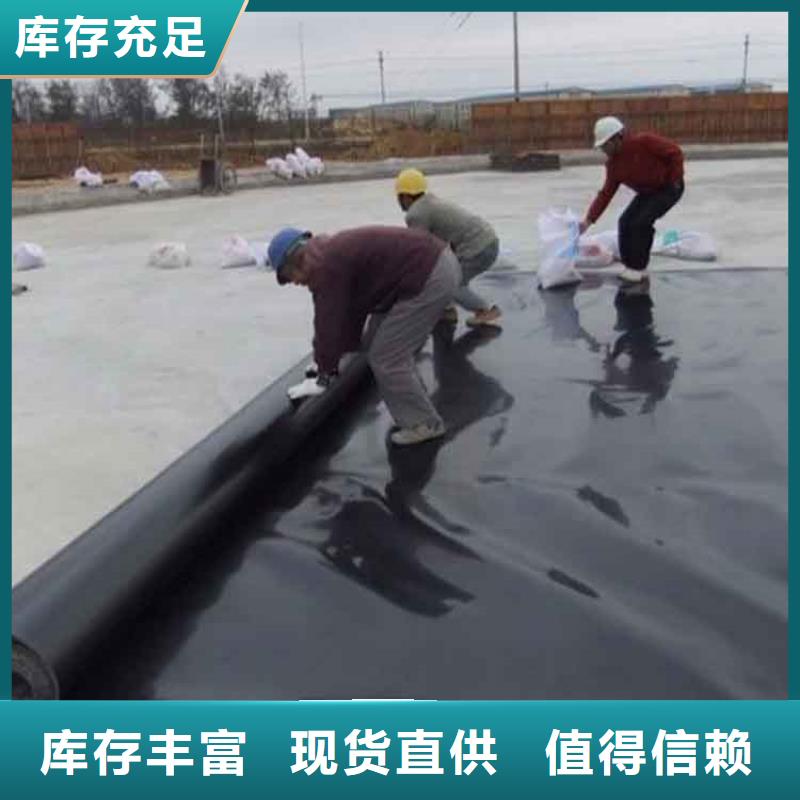
土工膜施工时,斜度较大处,设置软梯,施工人员在软梯进行土工膜的焊接接缝施工。铺设过程中,应尽量削减焊缝,特别是穿插焊缝,以削减渗漏危险,在展膜过程中,制止强力拉扯土工膜,不许压出死折,焊缝。焊接时,必定要把其上的浮土擦洁净,不然上下膜之间无法热合到一起。若要与修建物根底联接,必定要将土工膜展平不要出折,为封边供给良好的操作条件。需设排气口的当地应在排气口和土工膜触摸处进行结实的不漏水的封焊。假如沉降的响,这种封焊还应规划成柔性的以答应整向运动。HDPE土工膜按规划铺膜方向,用热焊机焊接。正式焊接前,行试焊,然后进行大面积焊接施工。焊接时,避免焊机受阻将土工膜焊漏而影响焊接速度和质量。搭接宽度要符合规划要求,选用双道焊缝接缝方法,以供给多重维护,能够在焊层之间充气测验焊接效果,焊接后,应及时对焊缝焊接质量进行检查。防渗土工膜焊接时应严厉监控,在温度改变较大、风速改变较大的情况下(土工膜受气温影响发生扩展或缩短会形成拼接的艰难),调理温度和速度,杜绝拼缝曲折、堆叠、焊接不牢或烫穿焊缝,土工膜本质上是塑料制品,施工焊接严把质量关。
要严格按技术规范施工,把好准备、铺设、拼接、检验和回填等五道质量关。其中抗拉强度是土工膜的一个基本性能,无论在铺设或在起增强作用时,土工膜必须具有抗拉强度。其它各项强度也都是在现场实际受力时必须具有的性能,而抗压缩性能直接影响反滤和排水性能。鉴于土工膜部分现场观测成果合成材料在工程应用中具有一定的抗老化能力,故有些的某些文件中对其使用年限作了较为宽限的规定,如前苏联BCH07-74《土石坝应用聚乙烯防渗结构须知》中规定,聚乙烯土工膜可用于使用年限不超过30年的建筑物。
土工膜(防渗基材-塑料薄膜)技术标准:序号项目指标LDPELLDPEEVAHDPE普通环保1厚度mm0.2-3.00.2-3.00.2-4.00.2-4.02宽度m2.5-9.02.5-9.02.5-8.02.5-8.03拉伸强度(纵横)Mpa>=14>=16>=16>=17>=254断裂伸长率。<1.0*10<1.0*10<1.0*使用温度范围+70℃﹋-70℃+70℃﹋-70℃+70℃﹋-70℃炭黑含量%.0-3.09耐环境应力开裂F>=1500欢迎来厂选购土工膜产品,为您提供多种土工膜型号。
复合土工膜的铺设技术要求铺设应在干燥和暖天气进行,为了便于拼接,防止应力集中,复合土工膜铺设采用波浪形松驰方式,富余度约为1.5%,摊开后及时拉平,拉开,要求复合土工膜与坡面吻合平整,无突起褶皱,施工人员应穿平底布鞋或软胶鞋,严禁穿钉鞋,以免踩坏土工膜,施工时如发现土工膜损坏,应及时修补。HDPE土工膜的拼接本项目采用两布一膜HDPE土工膜,焊接采用热熔焊法施工,拼接包括土工布的缝接、土工膜的焊接,为了确保焊接质量,焊接应尽量在厂内进行,但为了施工方便,复合土工膜幅宽又不应太宽,必须在施工现场拼接。HDPE土工膜焊接质量的好坏是复合土工膜防渗性能成败的关键,所以务必做好土工膜的焊接,确保焊接质量,因此,土工膜焊接应由生产厂家派专业技术人员到现场操作,指导,培训,采用土工膜专用焊接设备进行。本工程土工膜焊接采用800-900型热合土工膜焊接机,土工布采用手提式封包机缝接。焊接前用电吹风吹去膜面上的砂子、泥土等脏物,膜面干净,在焊接部分的底下垫一条长木板,以便焊机在平整的基面上行走,焊接质量,正式焊接前,根据施工气温进行试焊,确定行走速度和施焊温度,一般掌握行走速度1.5~2.5m/s,施焊温度为220~3000C。两布一膜HDPE土工膜焊接流程焊接工艺:一幅土工膜铺好后,将需焊接的边翻叠(约60cm宽),二幅反向铺在一幅膜上,调整两幅膜焊接边缘走向,使之搭接10cm。拼接焊缝两条,每条宽10mm,两条焊缝间留有10mm的空腔,用此空腔检查其焊缝质量。
