
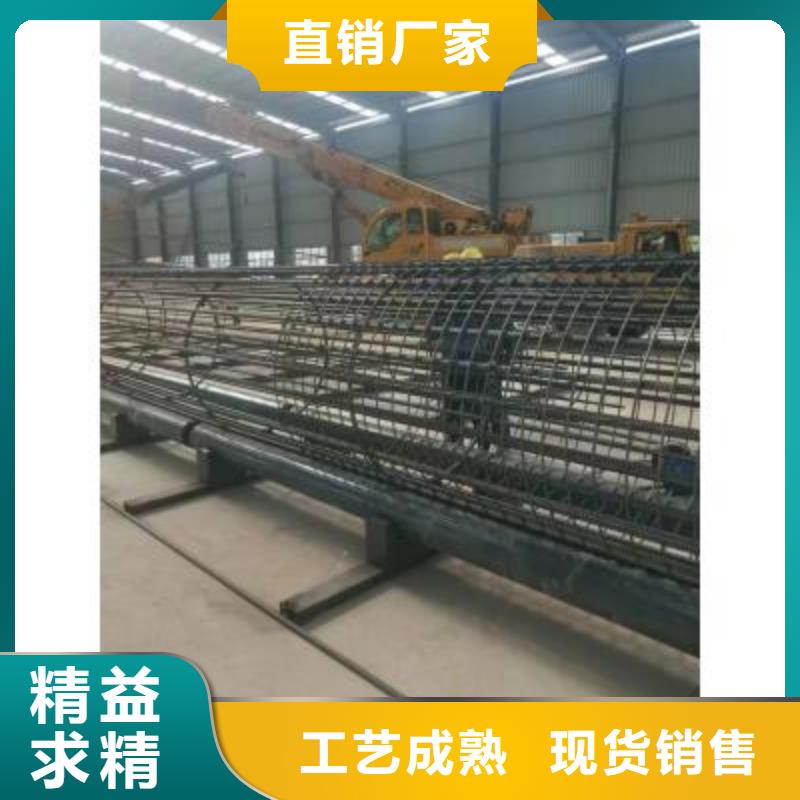






钢筋笼绕筋机设备描述
钢筋笼主筋通过自动上料到分料架,分料架的主筋需人工穿过固定盘导管到达盘导管,并经过电动工具将主筋固定在盘导管上;盘筋(绕筋)经过矫直器后焊接在主筋上;然后开始正常焊接,固定盘及盘同步且盘按照预先设定的速度(行走速度可根据操作工人的训练程度进行)前进,同时进行焊接,从而生产出成品钢筋笼。钢筋笼设备引进新欧洲技术,钢筋笼直径误差可控制在1CM内,生产效率是人工制作钢筋笼的3-4倍,设备操作工人只需要3-5人,生产出来的成品钢筋笼主筋、盘筋间距均匀,焊接饱满、牢固,可实现监理。主要产品有:数控钢筋笼滚焊机、数控钢筋网排焊机、数控钢筋切断机、数控钢筋弯曲中心、数控弯箍机、八字筋成型机、联合冲剪机、镦粗机、自动上料喷浆车、液压喷湿机、注浆机、液压劈裂机、智能压浆、智能张拉机等。经过几年的发展,在行业领域已处领先地位。产品遍布全国各地,高质量的产品和完善的技术服务于高速铁路、高速公路、矿山、水电等基础建设领域。
二、技术参数1、型号; TYGJL3000型 (按基本型配置)2、加工范围;钢筋笼直径φ600---φ3000mm 长度12m3、绕筋线速;0---15.44、小车速度;0---1.38济宁腾宇咸阳钢筋笼绕筋机生产厂家采用半自动的方法去完成其绕筋成型整个工艺过程的专用机械装备(亦可在胶辊上制作骨架) 5,胶辊电机;Y90L-4 功率4kw6、小车电机;Y90L-4 功率1.5kw7、整机质量;3500kg 小车 15*1.3*1.59、安装尺寸;16三 功能应用 主机;含机架、底座、胶辊、传动系统等。胶辊旋转带动钢筋笼转动,按图纸设计间距,配合小车移动缠绕箍筋成型。一般不建议在设备上进行骨架制作,会影响生产线效率。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。若采用划线分度工艺,则不分旋转反向。
本机由机械工作部分与电器控制部分组成:1、机械部分主要由:主驱动系统、拉筋系统、电极系统、液压拖网系统。1)主驱动系统由主驱动变频调速电机,驱动主机转动,实现环筋在纵筋上的缠绕,以完成环筋的缠绕过程,咸阳钢筋笼绕筋机同时向焊接控制系统传输焊接信号。2)拉筋系统牵引系统由牵引变频调速电机提供动力,经链条带动拉筋小车做直线运动,完成纵筋牵引焊接,拉筋速度根据要求可进行较大范围内的调节,以调节环筋的疏密,同时拉筋小车具有自动返回功能。3)电极系统气动电极,自动调节预紧力,预压力相对恒定,较弹簧预压相比,具有电极冲击小,电极磨损小,焊点更加牢固的特点,焊接过程中的飞溅进一步减小,电极寿命进一步得到延长,在自动焊接过程中电极系统保持相同的距离不变,保证焊接电极与电极板的间距及焊接压力相等。焊接控制部分主要由:焊接控制系统、焊接控制主回路系统组成。4)焊接控制系统:由全数字式焊接控制器和接近开关构成,以实现焊接规范的调节和焊接过程的完成。5)焊接控制主回路系统:主要由焊接变压器、可控硅元件、铜导体、水冷系统组成,由焊接变压器提供足够的焊接电流,可控硅元件作为焊接回路的无触点开关,和焊接电流调节。冷却管路通过对变压器、可控硅电极的冷却,为设备的正常工作提供保证。
 <咸阳>建贸机械设备有限公司
咸阳钢筋笼滚焊机良心厂家
<咸阳>建贸机械设备有限公司
咸阳钢筋笼滚焊机良心厂家

数控咸阳钢筋笼绕筋机是一款具有数控的装机用钢筋笼自动化加工装备。咸阳钢筋笼绕筋机也有些人称之为钢筋笼成型机、钢筋滚笼机、滚焊机等,其实都是同一款产品。 全自动笼滚焊机优势特点 1. 钢筋笼制作骨架的同时由盘筋拖动向后缠绕,2. 钢筋笼直径由相同直径的模板控制,一个工程通常需要2--7种模板;3. 主筋间距决定于人工预先在你班上的布置的、与主筋根数相同数量的套管间距;4. 当钢筋笼直径和主筋根数改变时,需要人工更换模板以及重新布置套管,约1小时;5. 外箍筋间距取决于行走电机与电机只转速比,可由1台PLC和3台变频器来设定与调节,对电机的同步性有较高要求;6. 配有多组液压支撑装置,防止钢筋笼因自重;7. 配有多组料盘,防止生产中主筋错乱;8. 为减轻人工劳动强度和施工形象,链条式主筋自动上料机构和自动焊接机械手可提供用户选择(不)
