




走进真实的场景,感受产品的独特魅力!我们的弯管-H型钢拉弯厂家货源报价视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。
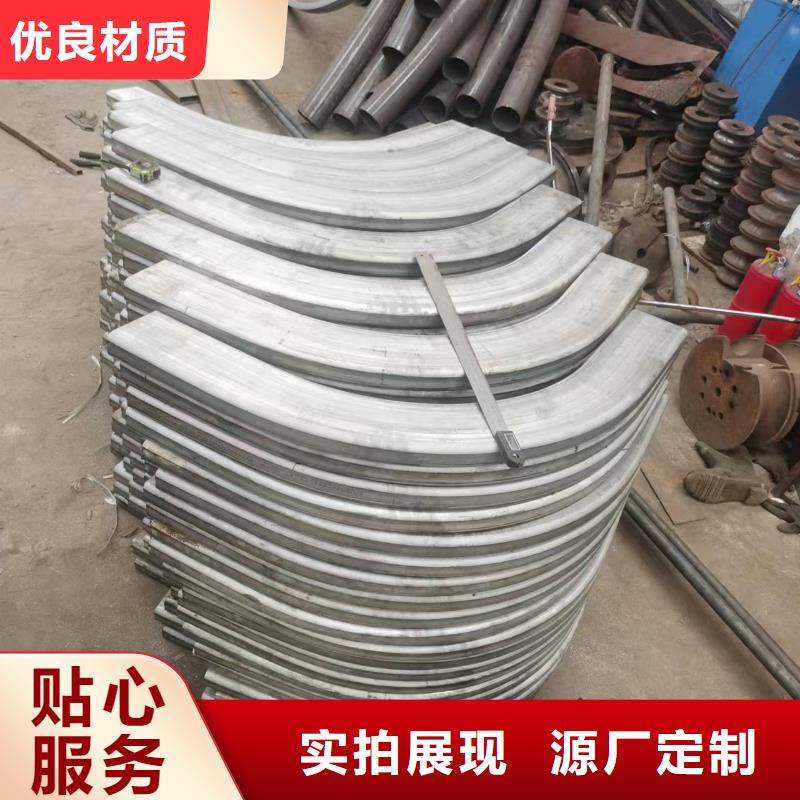
以下是:弯管-H型钢拉弯厂家货源报价的图文介绍


航萧管件有限公司秉承自主创新的理念,始终坚持把科技创新作为企业生存与发展的源泉和动力,不断加大投入。在 湖北孝感H型钢拉弯的产业背景、公司经营指标连年增长。



弯管加工全过程中必须留意的流程。弯头和弯管全是用于更改管道方位的管道管件商品,在各种工程项目中弯管的应用总数要比弯头大许多 。弯头是历经适度弯折以合适应用的水管,弯管加工一般是依据特殊必须生产加工生产制造的。肘部和肘部长于肘部,R高于肘部2倍,r=1~2倍为肘部。 弯管加工全过程中冷煨弯头可以用水管,立即用数控弯管机弯做成型,一次性能够 生产加工弯头出去,并且无需二次防腐蚀,但弯管要生产厂家订制,要做防腐蚀,订购时间长;弯头价格对比弯管要低些。 当煨制弯头椭圆形率或皱褶不平度超出规范规定时,只有报费,再行煨制。原油化工管道选用加温方式煨制弯头时,以便降低圆钢管横断面的形变,应向管中灌进经加温风干的河沙,并随灌随敲击壁厚,以确保干砂填满填实。对煨弯头段的加温溫度要操纵在一定范畴内,过高、过低都是危害弯头的品质。选用冷拔煨制弯头时,模套采用要适合;针对较薄壁厚煨制弯头时,以便避免横断面形变,应选用管中灌砂、填满打实,再选装适合模套,开展煨制。 外径在200mm以下的工业配管,请尽量选择烧弯。在不可以选用煨制弯头的状况下,可选用焊制弯头。硬聚乙烯塑料软管做为给、污水管道时,能够 选用注塑工艺的急弯弯的头。外径超过200mm的卷焊直缝管,一般选用焊制弯头。




全自动弯管机在日常使用中如何避免故障 在使用过程中,任何一台机器都会遇到这样或那样的问题,全自动弯管机也不例外,我们首先考虑的是如何解决,如果能把一些经常遇到的问题整理一下,这样以后解决问题的时候就有章可循了。 在日常使用中,全自动弯管机会常出现什么问题?实际上,这些问题我们早在之前的文章中就有提到,往往出现问题的地方就是液压区,因为机器在弯曲管子时,管子用金属圆锯切割会留下许多小铁销。这类铁销如不清理干净,就直接拿到弯管机加工弯管,而许多弯管机的模具都有芯棒来弯曲,因为怕饱满度不够高,所以会出现起皱、塌陷等现象。 因此,当弯管机将管材插入芯棒时,这些小铁销就会掉下来,而那些未清理干净的铁销则会掉进机身内部的油箱里,众所周知,液压弯管机使用油泵输入液压油,依靠电磁阀提供液压动力。因此,这些铁销进入油箱后,大部分都会被进油管内的过滤网过滤掉,但也会有一小部分铁销进入油泵内,这样,被吸入进油泵的铁销就会进入电磁阀内,这些铁销由于不能在电磁阀内流动而产生液压电磁阀堵塞,而液压油不能流动这样会出现相应的动作,从而导致液压弯管机不能正常工作。 即使出现这种现象也不必慌张,只要按照控制面板上的按键来手动地按下某个动作,再看电磁阀上的指示灯看一下,看看哪个电磁阀不工作了,再关机。再用一个4mm的内六角扳手,将电磁阀拆下固定在油板上。在用洁净的煤油清洗电磁阀后,用将内燃机内部吹净,将内燃机内的铁销清洗干净后,再安装上去就可以解决了。


