

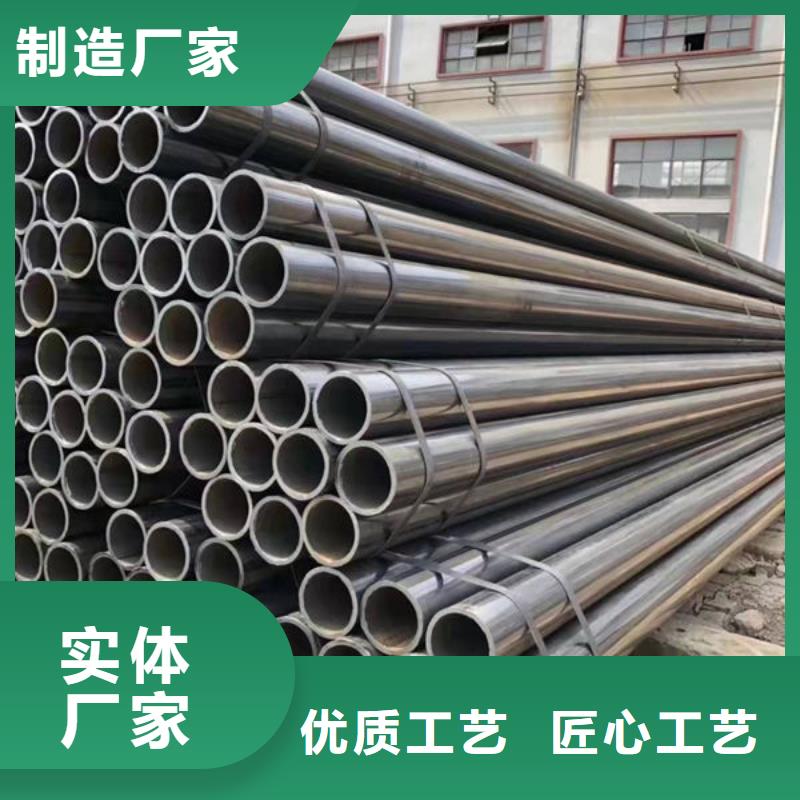





我公司是一家以生产矩形钢管为主的方管厂作为专业矩管生产,无缝方管生产企业,矩形钢管生产工艺采用先进的热轧钢管生产线生产,产品销往 ,并部分出口,同时对外承揽来料业务,可根据客户需求生产各种非型号和各种钢号钢管。公司是一家专业生产高频焊接方矩管钢材的生产企业。 车间配备有30条高频焊接生产线,这些先进的设备均由专业化的微机操作。作为方管、矩管的生产商之一,我们的年产量近1 00的特大型方管,以及冷弯异型管、口型钢、热轧方 ,壁厚2— 25mm,材质普碳钢、不锈钢、锰钢、合金钢。并可生产椭圆、菱形等异型管。弯曲扭曲为1/1000以下。 
方管在加工时总共分为六步,哪六步呢?一、不锈钢弯头变厚壁方管,每个方管钢材的长度方向会使厚壁发生变化;二、加工方管的断面,将圆形断面变为方形、椭圆形、或多边形等;三、带封底或卷边类的方管,增加管端总力度向管的内侧或外侧卷边;四、不锈钢材弯头变成直径方管,将管端或管上某一部分直径减小;五、不锈钢弯头弯曲方管,我们在日常生活中接触比较多的就是将直管变为不同半径的弯管;六、带圆缘和凸缘的方管,圆缘的方管指的就是管的圆周方向形成凹槽的或隆起的方管。带凸缘方管指的是管子端部向外凸或内侧!
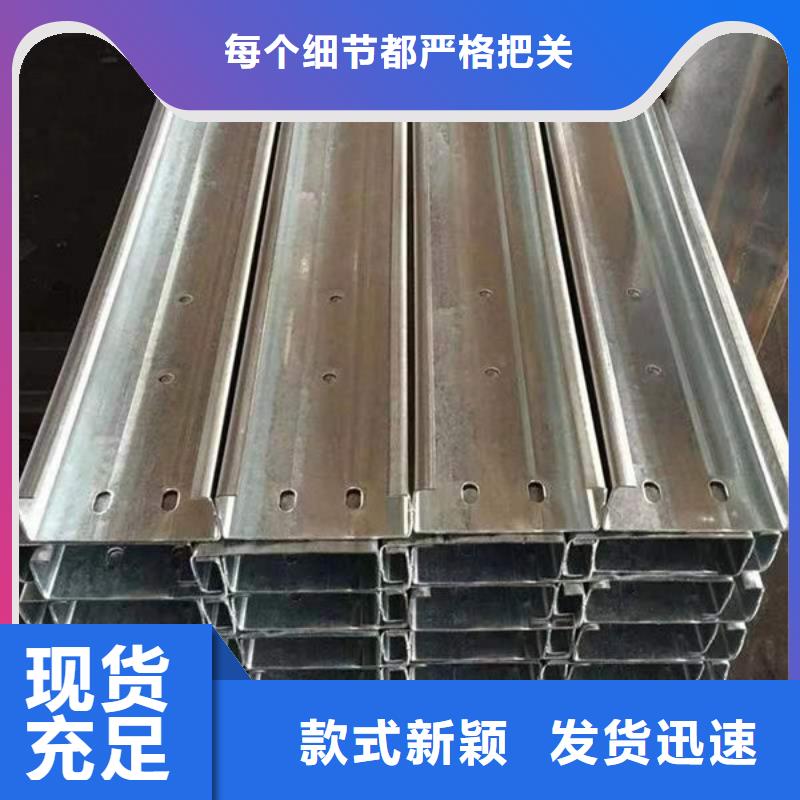
角钢的机械性能(1)检验方法:①拉伸试验方法。常用的标准检验方法有GB/T228-87、JISZ2201、JISZ2241、ASTMA370、ГОСТ1497、BS18、DIN50145等;② 弯曲试验方法。常用的标准检验方法有GB/T232-88、JISZ2204、JISZ2248、ASTME290、ГОСТ14019、DIN50111等。(2)性能指标:考核角钢材性能的检验项目主要为拉伸试验钢材和弯曲试验。指标包括屈服点、抗拉强度、延伸率及弯曲合格等项。
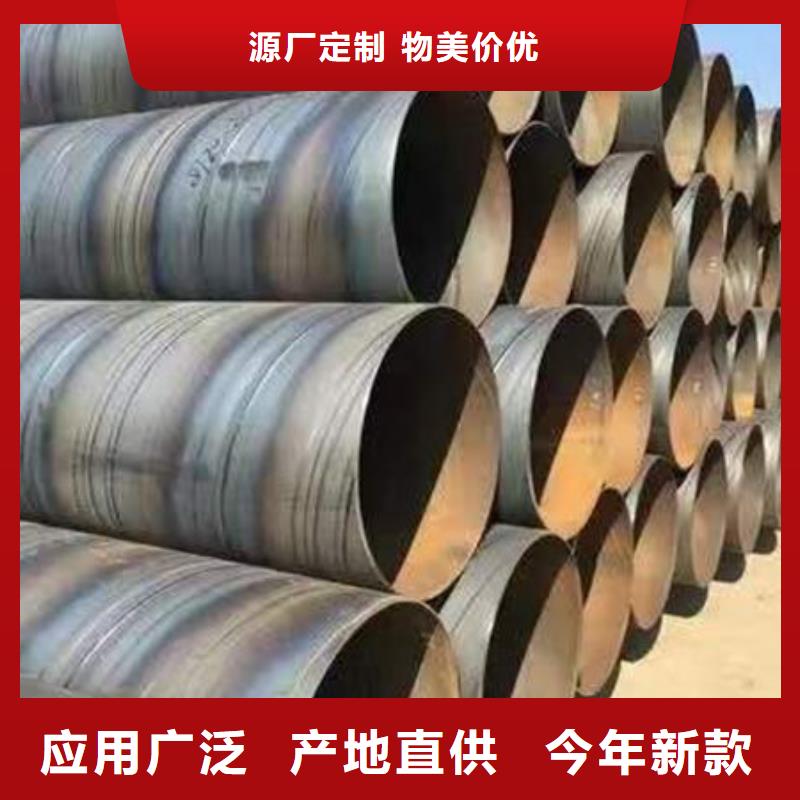
双面埋弧焊直缝钢管主要工艺流程说明:1. 板探:钢板进入生产线后,首先进行全板超声波检验。2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率。4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成J形,再将钢板的另一半同样弯曲,压成C形, 形成开口的O形。5. 预焊:使成型后钢管合缝并采用气体保护焊(MAG)进行连续焊接。6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管钢材内侧进行焊接。7. 外焊:采用纵列多丝埋弧焊在螺旋埋弧焊钢管外侧进行焊接。 超声波检验对螺旋钢管内外焊缝及焊缝两侧母材进行的检查。8. X射线检查:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。9. 扩径:直缝管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态。
