




为了让您更地了解我们的激光焊不锈钢翅片管实体厂家,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
以下是:激光焊不锈钢翅片管实体厂家的图文介绍

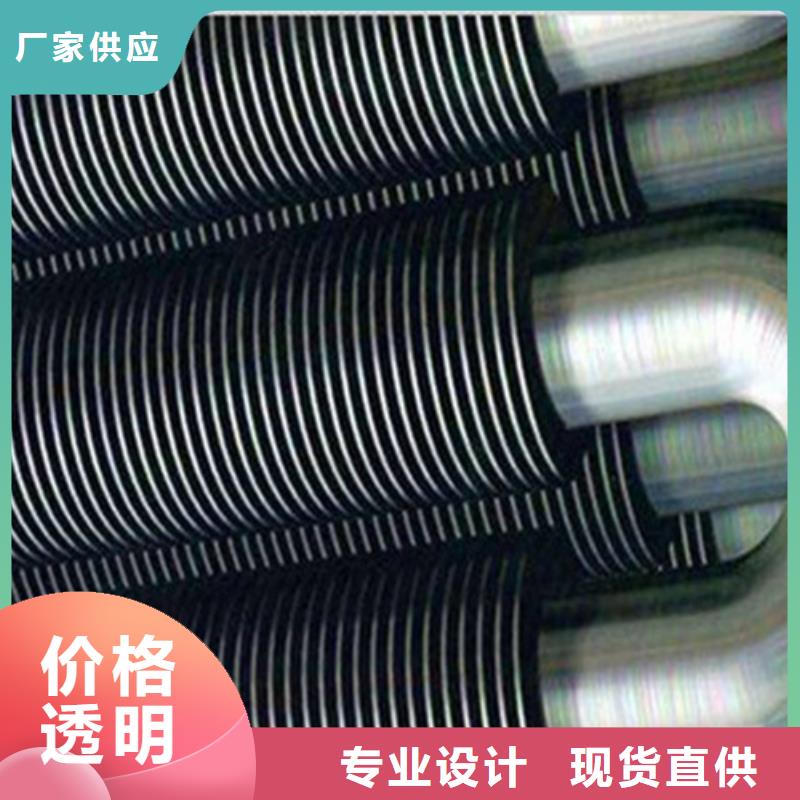
用人工方法套装的称为手工套装。它是借助工具,依靠人的力量将翅片一个个压入的。这种方法因为翅片的压入力有限,故套装的过盈量小,翅片容易产生松动现象。机械套装翅片是在翅片套装机上进行的。由于翅片压入是靠机械冲击力或液体压力,压入力大,所以,可采用较大的过盈量。翅片和管子之间的结合强度高,不易松动。机械传动的套装机生产率高,但噪音大,性差,工人的劳动条件欠佳。液压传动的虽然不存在上述问题,但设备价格较贵,对使用维修人员的技术要求较高,其生产率也低些。华尔网镶嵌式螺旋翅片镶嵌式螺旋翅片管是在钢管上预先加工出一定宽度和深度的螺旋槽,然后在车床上把钢带镶嵌在钢管上。在缠绕过程中,由于有一定的预紧力,钢带会紧紧地勒在螺旋槽内,从而保证了钢带和钢管之间有一定的接触面积。为了防止钢带回弹脱落,钢带的两端要焊在钢管上。为了便于镶嵌,钢带和螺旋槽间应有一定的侧隙。如果侧隙过小,形成过盈,则镶嵌过程难以顺利进行。此外,缠绕的钢带总会有一定的回弹,其结果使得钢带和螺旋槽底面不能很好的接合。镶嵌翅片可在通用设备上进行,费用不高,但是工艺复杂生产效率低。


华尔网激光焊翅片管用于民用壁挂炉、华尔网附近工业锅炉等,使用德国技术,国内刚刚兴起,但在欧洲已有十几年的历史,优势在于接触热阻为零,和高频焊接相比具有翅化比大,重量轻,组装的换热器体积紧凑的特点,更节能环保,达到 排放要求.国内的翅片管种类繁多,主要以高频焊翅片管为主,虽然它与镶嵌、华尔网附近钎焊等方法相比,在产品质量和生产自动化方面都更为先进,但是由于高频焊翅片管的根部难以焊透和根部有褶皱等因素,导致高频焊翅片管在换热效率和防积灰方便还存在诸多不足。有鉴于上述原因及为了响应 关于节能减排的方针政策。激光焊翅片管是技术为先进的产品,其有着不可替代的优势1:基管厚度可以在0.8-1.5毫米,翅片厚度可以在0.3-1毫米,相对其他工艺大大节约了材料成本。2:焊透率高,能够防止间隙腐蚀,延长使用寿命,减小传热热阻。3:突破材料限制,可使用不同材料进行加工。4:易于二次加工,可直接进行盘管和弯管。5:焊接热影响区小,金相变化小,使得小管径翅片管加工成为可能。换热管与冷凝管的用材,应当具备的传热性能,更要具备良好的耐腐蚀、华尔网附近耐冲刷、华尔网附近耐磨蚀性能,还应有良好的强度和刚度和可塑性能,易于加工制造。



1、华尔网当地翅片管因焊接速度快,焊件自冷作用强,故不仅热影响区小,而且还不易发生氧化,因此焊缝的组织和性能十分优良。2、华尔网当地 防腐性能、华尔网当地耐磨性能、华尔网当地低的接触热阻 、华尔网当地高的稳定性、华尔网当地防积灰能力。3、华尔网当地换热面积大。高频焊分高频电阻焊和高频感应焊两种。①高频电阻焊:用滚轮或接触子作为电极将高频电流导入工件,适用于管子的连续纵缝对焊和螺旋搭接缝焊、华尔网当地锅炉鳍片管和换热器螺旋翅片的焊接,可焊管子外径为1200毫米,壁厚为16毫米,工字钢的腹极厚度可焊9.5毫米,生产率很高。②高频感应焊:用感应线圈加热工件,可焊接外径为9毫米的小直径管和壁厚为 1毫米的薄壁管。常用于中小直径钢管和黄铜管的纵缝焊接,也可用于环缝焊接,但功率损耗比高频电阻焊大。影响高频焊接质量的主要参数是高频电源的频率、华尔网当地功率、华尔网当地工件成形角度、华尔网当地挤压力、华尔网当地电极(或感应圈)与挤压辊之间的距离和焊接速度。主要设备有高频电源、华尔网当地工件成形设备和挤压机械装置。高频焊质量稳定,生产率高,成本较低。适用于率自动生产线,是生产有缝管的先进方法。



建顺金属制品有限公司是集 云南丽江铝翅片管生产加工经营于一体的大型企业,公司成立至今一直秉承以用户需求为核心,在专注市场开拓的同时,为客户提供产品与服务,用心的服务赢得了众多客户的信赖和好评,在周边地区逐渐树立起公司良好品牌。 公司将不断完善并研发产品质量的理念精神。年轻队伍,以实际行动为客户提供更好的服务,以精挑细琢的姿态为客户创造性价比产品。 公司愿景:万分的努力,只为能给客户赢得十分的满意!我们相信,通过我们的不断努力和追求,一定能够实现与您互利共赢!


