


对于无缝管_牙科CBCT防护施工客户信赖的厂家产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:无缝管_牙科CBCT防护施工客户信赖的厂家的图文介绍
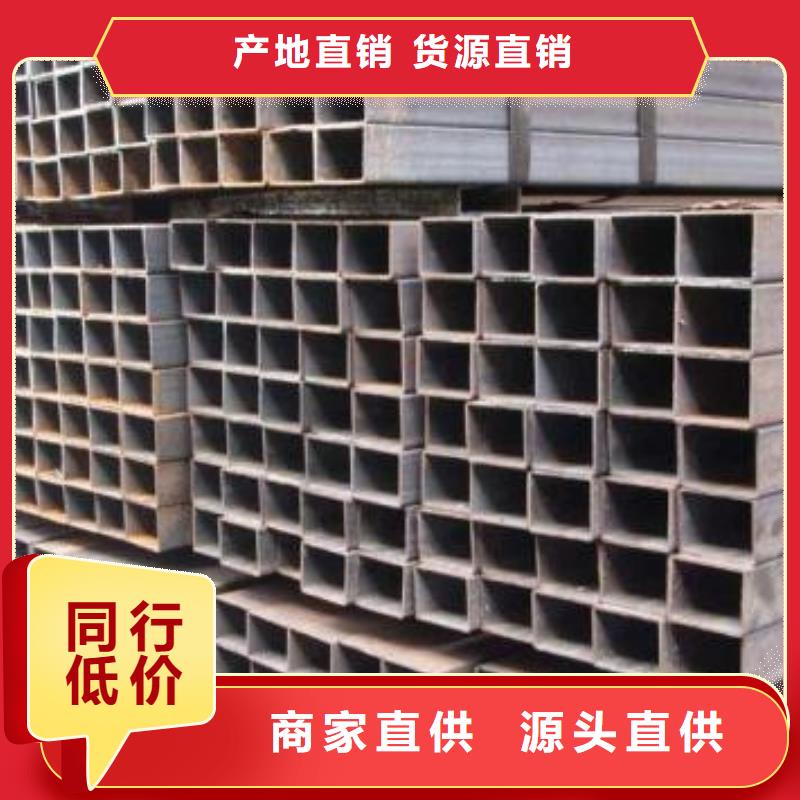
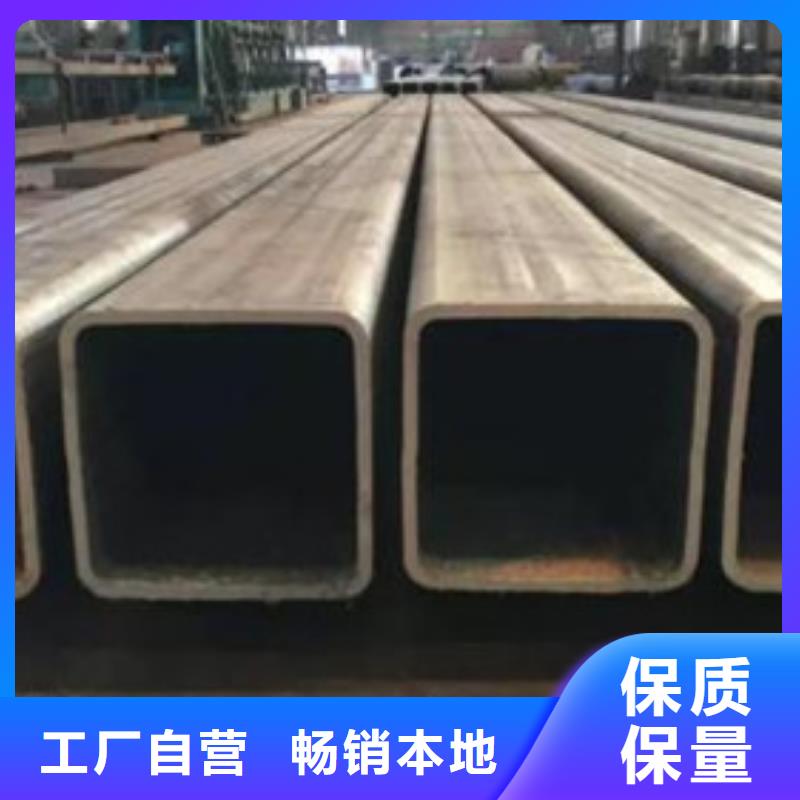
钢管按横断面形状可分为:圆钢管和异形钢管。异形钢管是指各种非圆环形断面的钢管。其中主要有:方形管、矩形管、椭圆管、平椭管、半圆管、六角形管、六角内圆管、不等边六角形管、等边三角形管、五角梅花管、八角形管,凸字形管、双凸形管。双凹形管、多凹形管、瓜子形管、扁形管、菱形管、星形管、平行四边形管、带肋管、滴状管、内翅片管、扭异管、B型管、D型管以及多层管等。
钢管按纵断面形状又分为:等断面钢管和变断面钢管。变断面(或变截面)钢管是指沿管长方向上的断面形状、内外直径及壁厚等发生周期性或非周期性变化的钢管。其主要有:外锥形管、内锥形管、外阶梯管、内阶梯管、周期断面管、波纹管、螺旋管、带散热片的钢管以及带复线的管等。
方矩管具备力学性能好,节省金属,施工简便,造价经济,可靠性高,耐腐蚀性好,使用寿命长等特点,其延伸率大大优于灰铸铁管,接近钢管,经防腐处理后,使用寿命可达到钢管的3-5倍,我公司的离心球墨铸铁管安装方便简单,适合于在各种地形和气候下施工,安装简捷可大大加快工程进度,降低工程成本。
钢管按纵断面形状又分为:等断面钢管和变断面钢管。变断面(或变截面)钢管是指沿管长方向上的断面形状、内外直径及壁厚等发生周期性或非周期性变化的钢管。其主要有:外锥形管、内锥形管、外阶梯管、内阶梯管、周期断面管、波纹管、螺旋管、带散热片的钢管以及带复线的管等。
方矩管具备力学性能好,节省金属,施工简便,造价经济,可靠性高,耐腐蚀性好,使用寿命长等特点,其延伸率大大优于灰铸铁管,接近钢管,经防腐处理后,使用寿命可达到钢管的3-5倍,我公司的离心球墨铸铁管安装方便简单,适合于在各种地形和气候下施工,安装简捷可大大加快工程进度,降低工程成本。



精密无缝钢管酸洗工艺:主要有浸渍酸洗法、喷射酸洗法和酸膏除锈法。一般多用浸渍酸洗法,大批量生产中可采用喷射法。钢铁零件一般在10%~20%(体积)硫酸溶液中酸洗,温度为40℃。当溶液中含铁量超过80g/L,硫酸亚铁超过215g/L时,应更换酸洗液。常温下,用20%~80%(体积)的盐酸溶液对钢铁进行酸洗,不易发生过腐蚀和氢脆现象。无缝钢管由于酸对金属的腐蚀作用很大,需要添加缓蚀剂。清洗后金属表面成银白色,同时钝化表面,提高不锈钢抗腐蚀能力。 为了硅藻土载体表面吸附,减少色谱峰拖尾,载体在使用前需进行酸洗或碱洗处理。酸洗是把载体用6mol/L盐酸浸煮2h或浓盐酸加热浸煮30min,过滤,用水洗至中性,烘干。酸洗可除去表面上的铁、铝、钙、镁等杂质,但不能除去硅醇基。酸洗载体适宜于分析酸性样品。精密无缝钢管酸洗的作用:对精密无缝钢管表面进行除油、除锈,以便进行下道工序处理做准备。在生产过程中,酸洗过程就是为了去除表面氧化皮,后经过润滑处理(碳素钢-磷皂化,不锈钢-牛油石灰,铜铝管-涂油),用老工艺-镀铜),再进行拔制深加工。



全胜辐射防护工程有限公司所有 湖北宜昌单开铅门产品从原材料采购、生产过程 到包装、运输和售后服务等环节都有完善的管理体系,实行的优质服务。



焊管“无缝化”的含义焊管和无缝管相比, 的区别是焊管有一道焊缝。由于有了焊缝,使外形凸出高于母材很多,明显地看出了“缝”;同时,内部物理性质上也产生了变化。如果能够在这两个方面—外在与内在,都能使焊缝与母材相同、相近或者相等母材性能,等同于无缝,这就是“无缝化”的含义。“无缝化”的两个方面如上所述,焊管无缝化包含两个方面的内涵,几何无缝化,使焊缝余高尽可能小;物理无缝化,使焊缝(包括周围热影响区)的物理性能趋于与母材一致。焊管的几何无缝化光滑地掉焊缝处因挤压焊接后所形成的外毛刺和内毛刺,使焊管在几何外形上几乎看不到焊缝。我国和美国标准中内毛刺的残留高度大致上规定了两档精度: 档(O.127 mm;第二档0.254 mm)。
焊管的物理无缝化几何无缝化处理后的焊管虽然外表上已几乎看不到焊缝,但焊缝内部的金相组织与母材仍有较大区别,焊缝区的机械性能较低。为此,需要经过热处理细化焊缝区的晶粒、去除焊接应力,实现与母体金相组织、机械性能的一致化,这个过程我们称之为焊管的物理无缝化。碳钢管通常采用退火处理,而不锈钢则采用固溶处理。几何无缝化—内外毛刺技术通常一个完整的内毛刺系统由刀具、支持系统和调控系统三个部份组成,其技术关键在于刀具的形状和寿命。内毛刺的余高一般控制在0.2 mm以内,甚至0.1 mm以内。外毛刺技术较为简单,于管体外装外毛刺刮刀即可。物理无缝化—焊缝退火处理在高频焊接过程中,由于趋肤效应、临近效应和热传导的综合作用,造成了管坯边缘附近的温度分布梯度,形成了熔化区、部分熔化区、过热组织区、正火区、不完全正火区、回火区等特征区域。其中过热区组织由于焊接的温度在1100℃以上,奥氏体晶粒急剧长大,冷却后晶粒粗大,在一定的化学成分和冷速条件下还会形成硬而脆的晶相。此外,由于温度梯度的存在也会产生焊接应力。其综合结果,焊缝区的综合机械性能比母材低。焊管物理无缝化就是通过焊缝热处理,达到应力、均化和细化组织、提高焊接热影响区综合机械性能的目的,而其根本目的是应力。
焊管的物理无缝化几何无缝化处理后的焊管虽然外表上已几乎看不到焊缝,但焊缝内部的金相组织与母材仍有较大区别,焊缝区的机械性能较低。为此,需要经过热处理细化焊缝区的晶粒、去除焊接应力,实现与母体金相组织、机械性能的一致化,这个过程我们称之为焊管的物理无缝化。碳钢管通常采用退火处理,而不锈钢则采用固溶处理。几何无缝化—内外毛刺技术通常一个完整的内毛刺系统由刀具、支持系统和调控系统三个部份组成,其技术关键在于刀具的形状和寿命。内毛刺的余高一般控制在0.2 mm以内,甚至0.1 mm以内。外毛刺技术较为简单,于管体外装外毛刺刮刀即可。物理无缝化—焊缝退火处理在高频焊接过程中,由于趋肤效应、临近效应和热传导的综合作用,造成了管坯边缘附近的温度分布梯度,形成了熔化区、部分熔化区、过热组织区、正火区、不完全正火区、回火区等特征区域。其中过热区组织由于焊接的温度在1100℃以上,奥氏体晶粒急剧长大,冷却后晶粒粗大,在一定的化学成分和冷速条件下还会形成硬而脆的晶相。此外,由于温度梯度的存在也会产生焊接应力。其综合结果,焊缝区的综合机械性能比母材低。焊管物理无缝化就是通过焊缝热处理,达到应力、均化和细化组织、提高焊接热影响区综合机械性能的目的,而其根本目的是应力。



