




想知道镀锌管ND槽钢一件也发货产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:镀锌管ND槽钢一件也发货的图文介绍
不积跬步,无以至千里;不积小流,无以成江海。多重检验,严格把关,认真负责。自始至终以顾客满意为核心,坚持诚信做事,踏实做人,科技兴业,产业报国。
苏沪金属制品有限公司自始至终把人文关怀当做公司发展的重要内涵,以人为本,体现人生和事业价值。 路漫漫其修远兮,吾将上下而求索。
展望未来,苏沪金属制品有限公司坚持以打造百年基业为目的,力做千年企业为雄心。不忘初心,砥砺前行!用心雕琢品牌,以优质【江苏南京NDH型钢】产品、良好服务回馈社会!


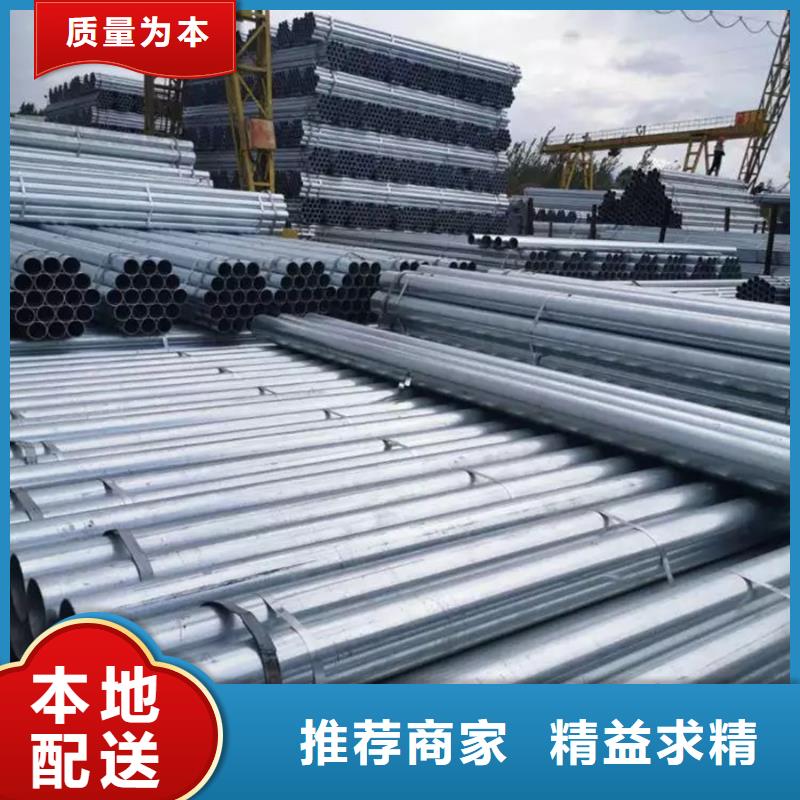
华尔网镀锌管由于热镀锌工艺温度较高,回火温度较低的材料在镀锌过程中容易被退火,从而降低硬度。此外,在配合件上采用热镀锌的,还应考虑镀层厚度对配合公差的影响。热镀锌是将除锈后的钢构件浸入600℃左右的高温锌液中,使钢构件表面附着一层锌层。从而达到防腐的目的。 近年来,轻钢结构体系中出现了大量压型钢板。华尔网热浸镀锌也用于防止腐蚀。热镀锌的 道工序是酸洗除锈,然后是清洗。这两个过程的不完善会给防腐留下隐患,所以必须彻底处理。钢卷定位正确后,可将开卷机的左右锥头插入钢卷中同时旋转,将导头送至夹送辊,压紧夹送辊上辊 下降,线圈小车和磁辊可以回到原来的位置。 为使弹簧钢带运行准确,开卷机在运行前可整体轴向移动150mm。开卷机启动后,带钢通过夹送辊到达配有除尘装置的矫直机。将拉直的弹簧钢带用滑动式液压剪裁切到钢带的头部和尾部切割后的钢带头可以立即滑入废纸箱,切割后的钢带尾部可以由外部的输出装置收集线在专用的收集箱中。


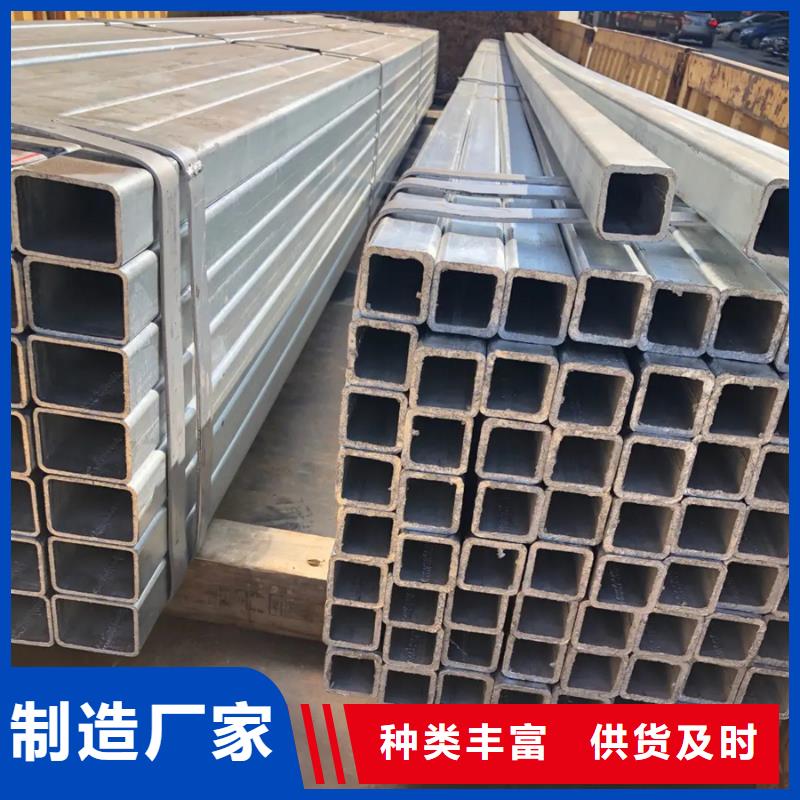
华尔网制造大口径直缝埋弧镀锌方管的成型方法有UOE成型法、排辊成型法成型等。 对于大多数成型方法, 的工序是扩大焊接管坯的全长,以提高焊接管的质量。 扩径已成为大口径直缝镀锌方管生产中保证成品管质量的重要工序。 扩径是利用液压或机械手段从钢管内壁加力,使钢管径向向外扩径的压力加工工艺。 机械方法比液压方法更简单、更有效。 华尔网镀锌管应用于世界上 进的几条大口径直缝镀锌方管道扩管工艺。 花瓣的扇形块沿径向膨胀,使管坯沿长度方向逐步实现整个管长的塑性变形过程。 分5个阶段和初滚圆阶段:扇形块打开,直到所有扇形块接触钢管内壁。 此时,阶梯范围内钢管内管各点的半径几乎相同,钢管初步圆整。 公称内径阶段:扇形块从前面位置开始减速运动,直到到达要求的位置,即有质量要求的成品管的内圆周位置。



华尔网镀锌管更容易被划伤; 头尾不齐是带钢直接卷取,轧后不切头尾造成的。 这些缺陷终导致焊管外观质量不合格,必须将其切断或判断为报废,从而降低焊管的成品率和合格率。 塔盘卷从内圈到外圈十条带钢为塔盘卷取带卷,一般不允许大于50mm。 轻微松卷可在精轧后使用,而严重松卷则无法分拣,必须裁切使用,增加金属消耗,降低成品率。 包装不牢固,不符合包装要求; 装卸过程中操作不当; 原材料管理不善、储存、来回升降,造成卷筒松动。 华尔网镀锌方管氧化皮渗入带钢边缘之间的焊缝区会导致焊接缺陷,而带钢表面的氧化铁片渗入成型会加速成型辊的磨损。 氧化皮严重的热轧带钢应去氧化皮。 热镀锌是将除锈后的钢构件浸入600℃左右的高温锌液中,使钢构件表面附着锌层。 从而达到防腐的目的。 近年来,轻钢结构体系中出现了大量压型钢板。 热浸镀锌也用于防止腐蚀。 热镀锌的 道工序是酸洗除锈,然后是清洗。 这两个过程的不完善会给防腐留下隐患,所以必须彻底处理。



