


以下是我们上传的【铝镁合金管70/64】视频,视频介绍比图文介绍更直观一些,您可以点击观看。
以下是:西藏昌都【铝镁合金管70/64】的图文介绍


辰昌盛通金属材料(昌都市分公司)有一支技能有素、实践经验丰富的科技攻关团队,为能制造出性能优良、质量可靠的 紫铜管产品奠定了坚实的基础。企业在充分利用自身技术研发能力的同时,还与国内多家重点大学联合研发创新技术,科技前沿产品。公司拥有产品技术、高端的生产及检测设备,为保证产品质量, 紫铜管关键原材料均从国外进口,并且制造产品的所有原材料都处于计算机的连续监控之下。


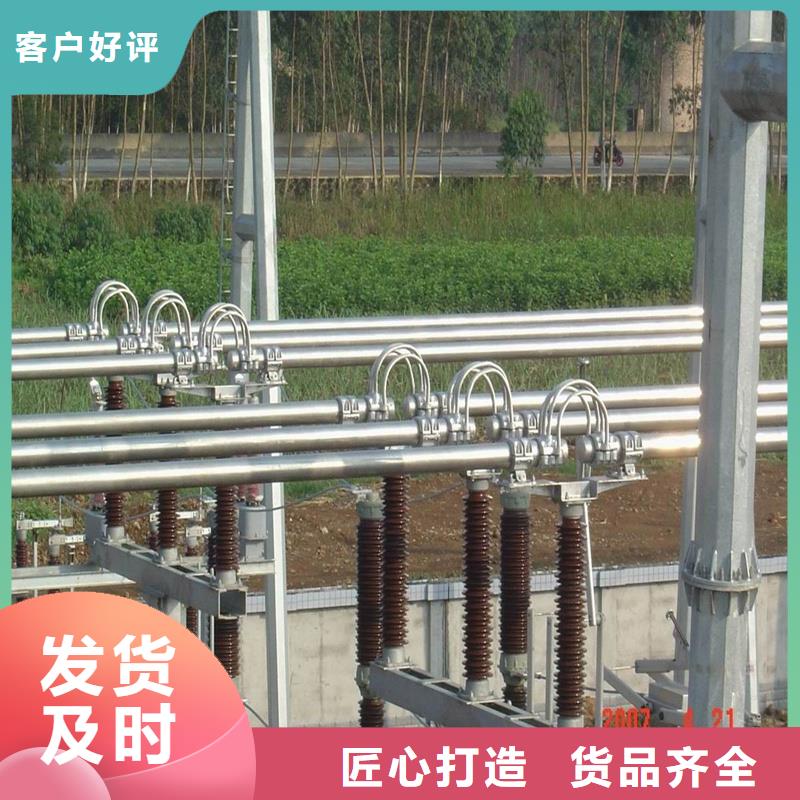
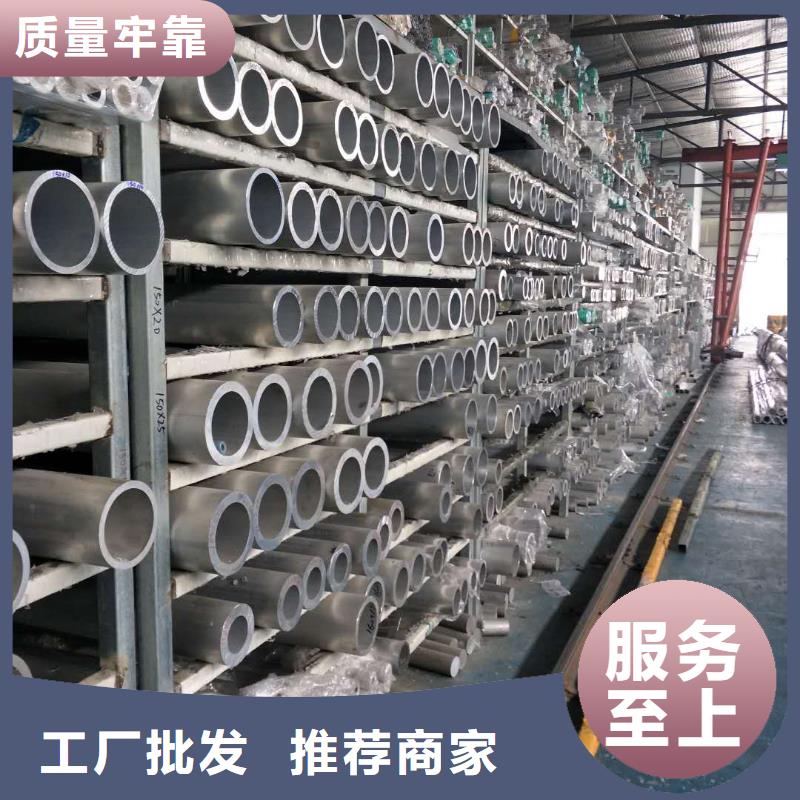
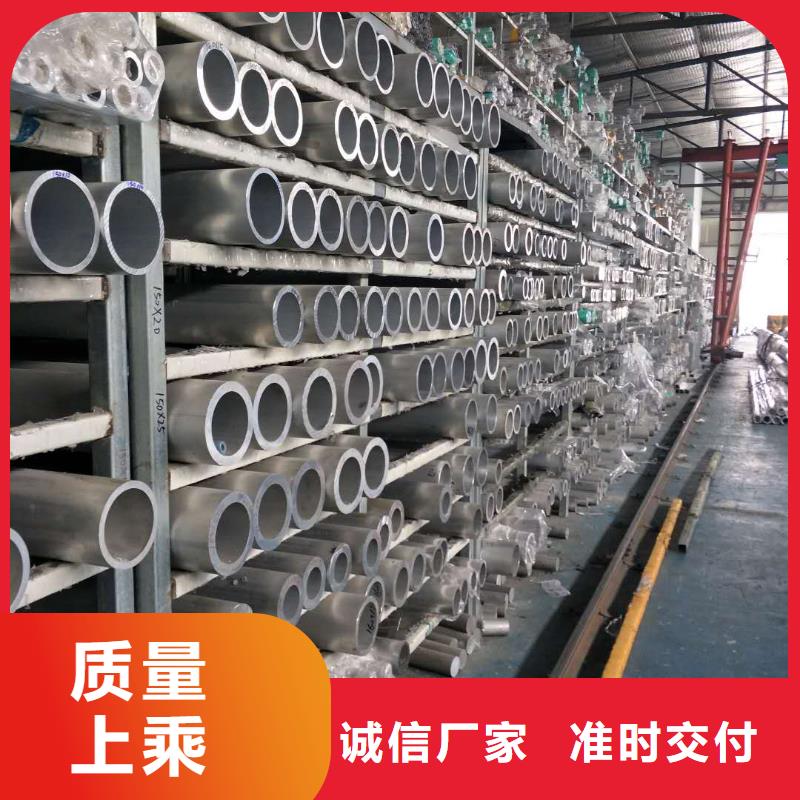
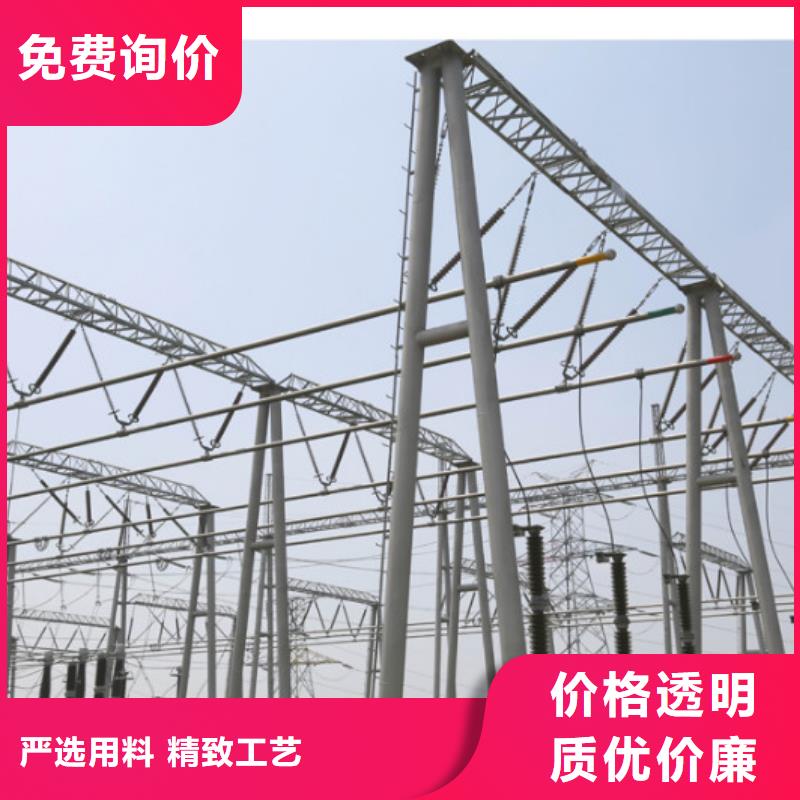
管型母线 系列产品:6063G(6063)铝镁合金管母线,LF21(3A21)铝锰合金管母线,LDRE(6R05)铝镁硅合金管母线,6Z63(6063-Zr)耐热铝合金管母线 ,6063铝镁合金管管形母线、西藏昌都当地6063G铝镁合金管形母线、西藏昌都当地LF-21铝锰合金管形母线、西藏昌都当地3A12铝锰合金管形母线、西藏昌都当地LDRE铝镁硅合金管形母线、西藏昌都当地6R05铝镁硅合金管形母线、西藏昌都当地6Z63耐热铝合金管形母线铝合金型材之所以使用广泛,是因为铝型材本身的使用寿命时间长,且耐腐蚀,不变形,长时间的使用也不丝毫影响它原本具有的性能。那么影响它使用寿命的又有哪些原因呢?一是如铝合金型材使用的密封材料质量太差的话会有所影响。制作精度如果达不到质量要求,配合间隙过大,需粘接后组装的部位,没有涂密封材料而直接组装,造成刮花或其他物质容易通过各种装配间隙,渗入铝型材及主体结构之内。二是如果是门窗类的型材如防水结构设计不合理,防水密封层次不够,当暴晒在室内外风压差的作用下,很容易地进入铝型材腔内并进入室内,而进入铝型材腔内的物质或雨水,却不能通过铝型材排水系统,顺畅地排出室外,而留在铝型材内造成积水,如一些地区出现的酸性雨水的现象会出现氧化现象。三是结构强度和钢度未能达到使用所在位置抗风压性能的指标要求,造成铝型材受力杆件、西藏昌都当地五金配件、西藏昌都当地密封件和粘接材料,在正常风荷载作用下产生严重的塑性变形,拉裂或损坏等,致使铝型材本体密封失效,而产生暴晒氧化。如果是室内的工业领域的机器设备或保护罩,我们的铝合金型材采取的表面工艺氧化处理的,抗氧处理后型材表面就不需要经过其他的操作,使用寿命当然更加延长,作为保护机器的正常运转或保护工厂场地的正常操作,铝合金型材的性能优势起到不可忽视的作用,外观美观,把机器用比较美观的铝型材加上防护面板,提高工厂的整洁和防噪音。如果是铝合金型材表面处理工艺处理不到位,型材表面会出现诸如黑点或斑斓特制的出现,则会影响铝型材的使用,还有在加工工艺,比如冷热处理加深铝型材抗拉强度等,如果未处理好,也是会影响铝型材的性能。
[转载需保留出处 –


铝镁合金管型母线管母线氧化前,零件和制件的表面状况和业已进行过之机械加工的食量对磨光时工序次数和时间的影响很大。磨光和抛光如果进行装饰性氧化,要想得到深黑色的美丽光泽表面,氧化前金属的表面应加以磨光和抛光。为使被加工制件尽可能得到此较光滑和平的表面,磨光要进行好儿个工作过程,起初用此较粗的磨料, 用栩的磨料。细磨是在装有富于弹性的毛毡,毛毡或布翰的双臂磨光确光机上进行。磨料可采用金刚砂粉或剐玉粉。把金刚砂粉或剐玉粉粘在翰子的周边上就使翰子有了磨料层。此时,木工缪、西藏昌都本地路素膝及硅酸熊缪可用来作为粘拮剂。磨光时,磨料粒度要这样来选择即所选之粒度能在下一道工序把上一道工序留下的缺陷瘫,所以先用粒度比较粗的磨粉加工,然后用中等的,再用绷的。通常磨光匆制件时,磨轮的圆周速度为30.35公尺/秒;绷磨铸铁制件时,则为20-25公尺/秒。在很多情况下,零件经过基本的磨光工序后,还进行补充工序,即所谓“油磨”或无光抛磨。通常油磨是靠磨膏用圆的草刷或毛刷来进行,磨膏是把绷磨料均匀地A件在工业用油脂和硬脂很合物中而制成的。除此以外,油磨可以减少零件和磨轮发热,烧焦的危险,从而延畏了磨轮的耐久性。所以,要获得高的精胭度,建议直接在抛光前进行油磨。混在油脂内之金刚砂粒的切创性质会大大减小,因为油脂中的有机酸有助于零件上的氧化物薄膜。油磨后,零件表面就变得更为平滑、西藏昌都本地光滑。然后可用涂有专门抛光膏的布轮把该表面好好地抛光。


