



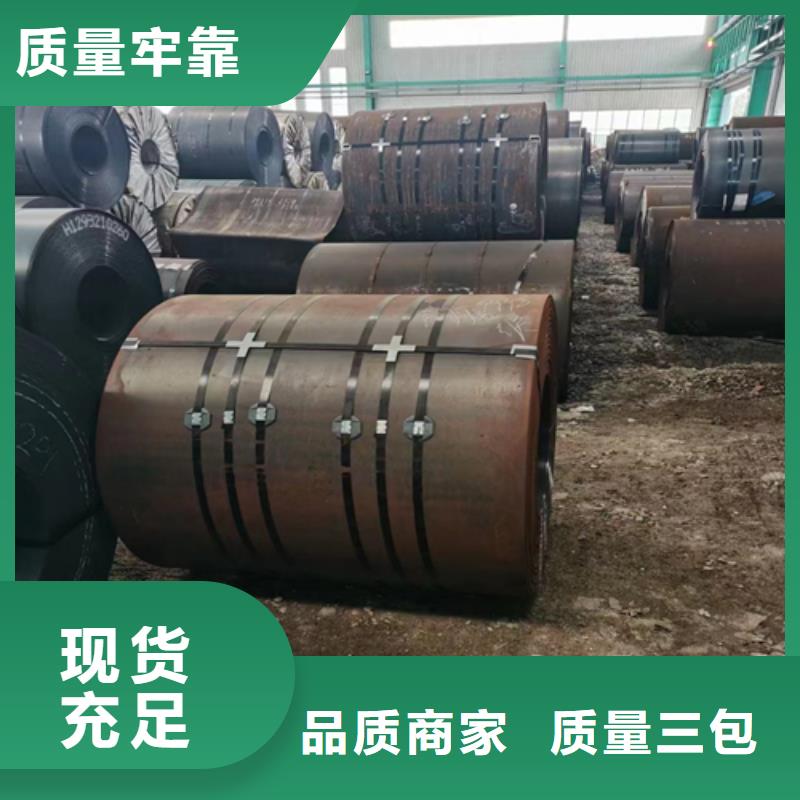





武威 爆炸焊接工艺不锈钢复合板生产厂家一、不锈钢复合板是以不锈钢板为复层,以碳钢板,容器板,低合金钢等为基层在一面或双面整体地、连续地包覆一定厚度的不锈钢或铜、钛、铝等的复合材料。广泛应用于石化、电力设备、粮食加工、制碱、制硝、制盐、制糖、水利、造纸等行业。复层有:304、321、316L、304L、317L、904L、2205、0Cr13AL、1Cr13、Ti、Cu、Al等。 基层有:Q235、Q345R、Q245R、15CrMoR等。
二、不锈钢复合板的优点:
1、不锈钢复合板的价格大大低于同规格纯不锈钢材的价格。
2、具有不锈钢的耐腐蚀、耐磨损、高导热等特性。
3、具有碳钢良好的焊接性能、且强度高。
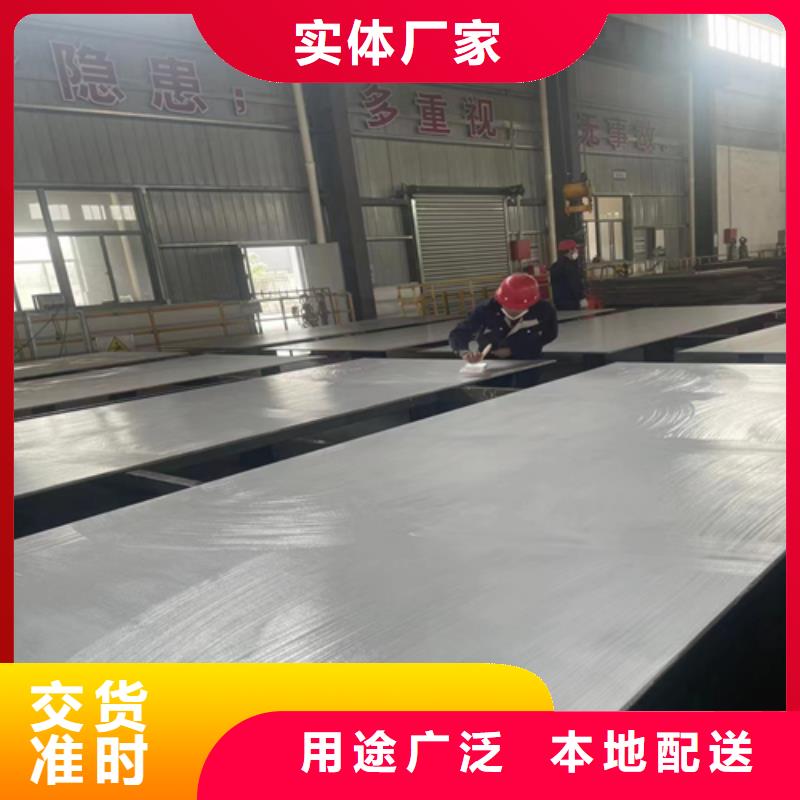
三、不锈钢复合板标准: 轧制:GB/T8165--2008,爆炸:NB/T 47002.1—2009。
四、板幅:宽可达3900mm,长可达15000mm。
武威304+Q235不锈钢复合板将喷雾炮旋转轴上的水管改为高压油管该公司二车间喷雾炮旋转部位轴承的密封性差,致使水管轴承处漏水,维修频繁。考虑到环保问题,二车间职工提出“用高压油管代替易损坏轴承的中心回转接头”的建议。因为高压油管在旋转时有可塑性和弹性,抗高压且不易损坏,使用寿命是密封轴承的10倍,更换以后喷雾炮全天作业,截至目前尚未出现过损坏、漏水的现象,有效改善了扬尘问题按照甘肃省委、省政府的部署,酒钢集团正在全力打造2个千亿元级产业链集群,一个是钢铁产业链集群,一个是铝产业链集群。酒钢钢铁产业链的形成经历了60多年,而铝产业链的形成只经历了10余年。在如此短的时间里,酒钢的铝产业便实现了上、下游基本配套,形成了“氧化铝—电力—电解铝—铝材加工”的完整产业链。目前,通过企业和地方政府的共同招商引资,酒钢正在向千亿元级铝产业链集群快步迈进。“一业独大”未必能经受更大市场考验
武威不锈钢复合板 关于复层厚度不一样时,按较小的复层厚度取错边量。
(2)定位焊应焊在基层母材上,且采纳与焊接基层金属同样的焊接资料。手弧焊定位焊焊缝参照表 1-3 (δ 0 为基层厚度) 。
(3)在装置过程中,谨慎在复层上焊接工卡具,工卡具应焊在基层一侧。
(4)复层一侧附件的焊接要切合设计图纸要求,当设计要求复层侧附件焊在基层金属
上时, 应先将复层部分剥开, 采纳过渡层焊条将不锈钢托架焊在基层壳体上, 焊缝表面采纳
与焊复层同样的焊条进行焊接。
(三)焊接
1、焊接方法
基层的焊接介绍采纳手工电弧焊、埋弧焊及 CO2气体保护焊。复层和过渡层的焊接采纳
钨极氩弧焊和手工电弧焊,也可采纳能保证焊接质量的其余焊接方法。
2、焊接程序
焊接宜先焊基层, 再焊过渡层, 焊复层 (如图 2-1 、2-2 所示)。当条件遇到限制时,
也可先焊复层,再焊过渡层和基层,在这类状况下,假如复合板厚度小于 10mm,基层的焊
接可直接采纳与过渡层同样的焊接资料,假如复合板厚度大于 10mm,这时可适合加大过渡
层的焊接厚度(过渡层的焊接厚度应大于或等于 5mm),碳钢或低合金钢焊接基层。李茂津在总结时指出∶中金协钢管标推委的工作任重而道远,坚决践行引导和推进标准落地实施这一宗旨,促进焊管行业发展,保护和维护合规企业的利益,其工作具有重要价值和深远意义。
武威不锈钢复合板 310S不锈钢复合板本指标可反映复合钢板界面的结合状况,其内容应包括整张钢板的结合率,任意lm2 范围内的结合率,单个未结合区的尺寸(或者面积和长度)。一般来说,不论对整张钢板还是任意1m2 范围内的结合率要求多高(除100%结合以外)都是较容易作到的,因而反映界面结合状况的主要衡量指标应当是单个未结合区的尺寸。如美国SA -578《特殊用途的普通钢板与复合钢板超声直射波检验规范》中S7 条规定,未结合区不能被1 英寸(25.4mm)的圆所包围时,则被认为不合格,就是说单个缺陷面积大于5cm2,或缺陷长度大于2.54cm 时就判为不合格,大于上述规定而总面积小于1.5%者,允许修补;超过1.5%时要取得买方批准方可修补。日本JIS G 3601《不锈复合钢》中第1种规定,单个未结合面积小于20cm2,单个未结合长度小于5.0cm,总面积小于1.5%。我国GB/T8165-1997《不锈钢复合板和钢带》[9]在附录A“不锈钢复合钢板超声波检测法”规定
