
盛世东和金属材料销售有限公司是长期专注于 河北沧州不锈钢扁钢领域。本公司倡导“专业、务实、、创新”的企业精神,具有良好的内部机制。优良的工作环境以及良好的激励机制,吸引了一批高素质、高水平、率的人才。拥有完善的技术研发力量和成熟的售后服务团队。我们的宗旨是:“用服务与真诚来换取你的信任与支持,互惠互利,共创双赢!”我公司愿与国内外各界同仁志士竭诚合作,共创未来!



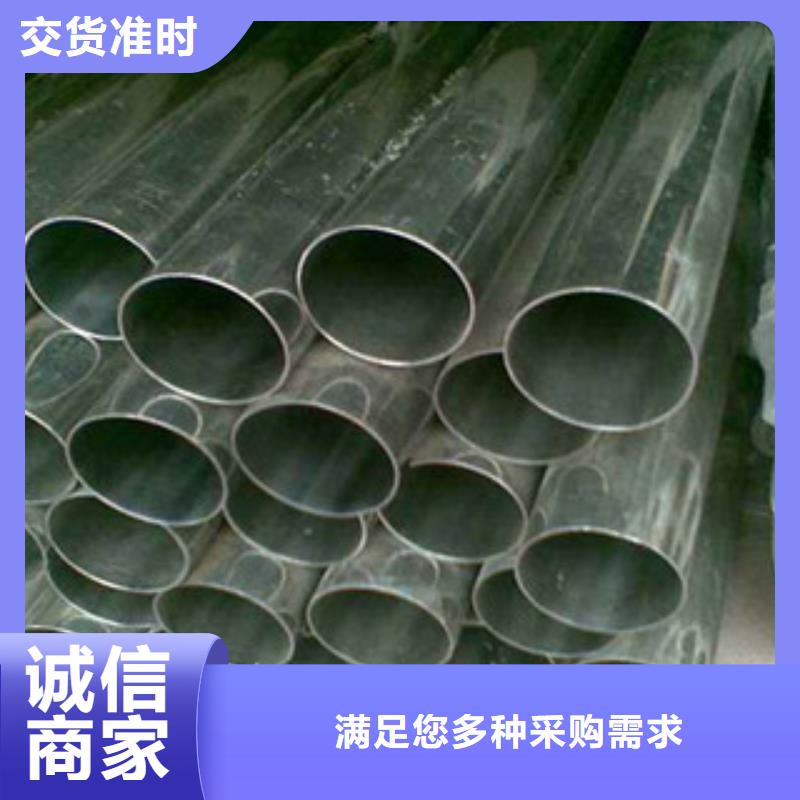
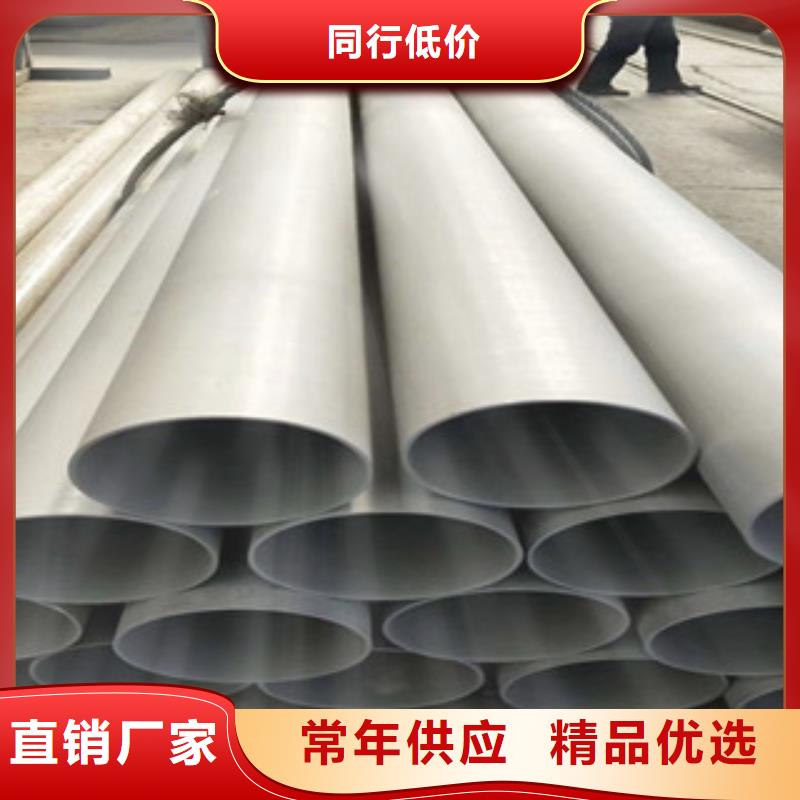
不锈钢焊接钢管简称焊管,常用钢材或钢带经过机组和模具卷曲成型后焊接制成
的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般
强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊
接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越
来越多的领域尤其是在换热谁备用管、装饰管、中低压流体管等方面代替了无缝钢
管。
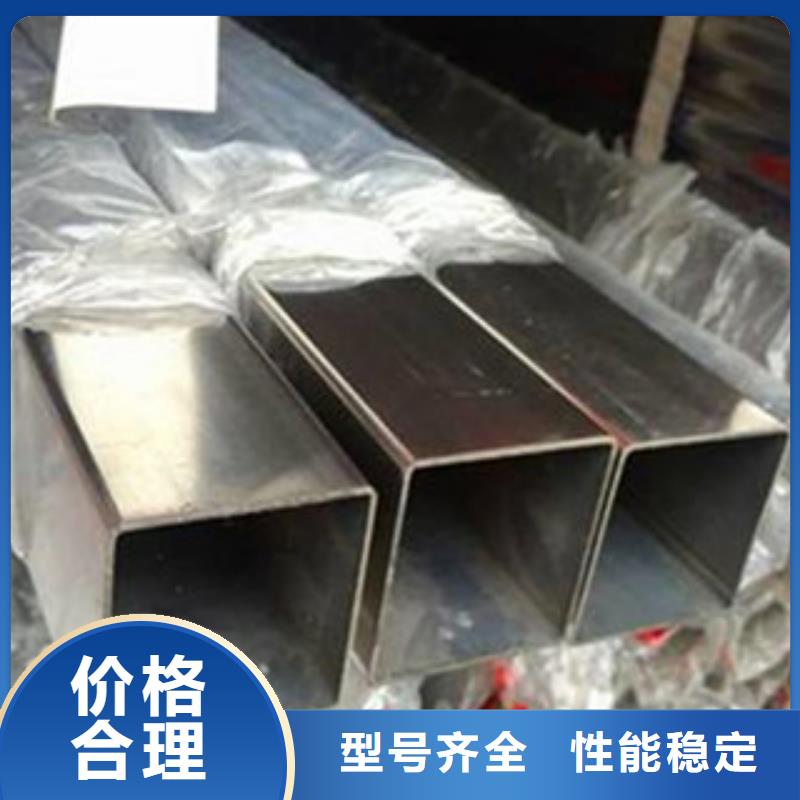
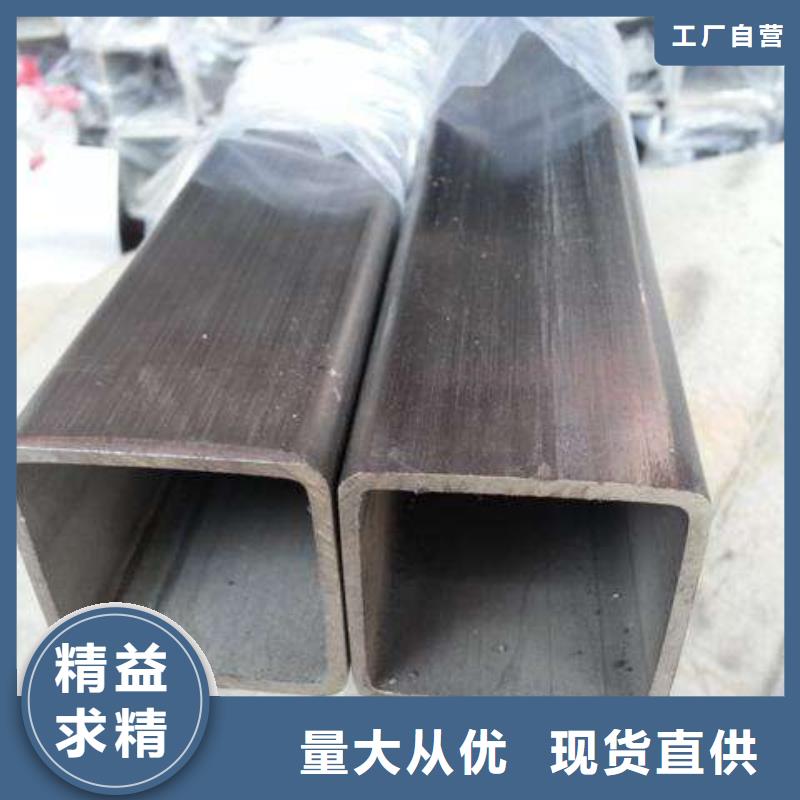
品名:304不锈钢方管、316不锈钢方管、310不锈钢方管
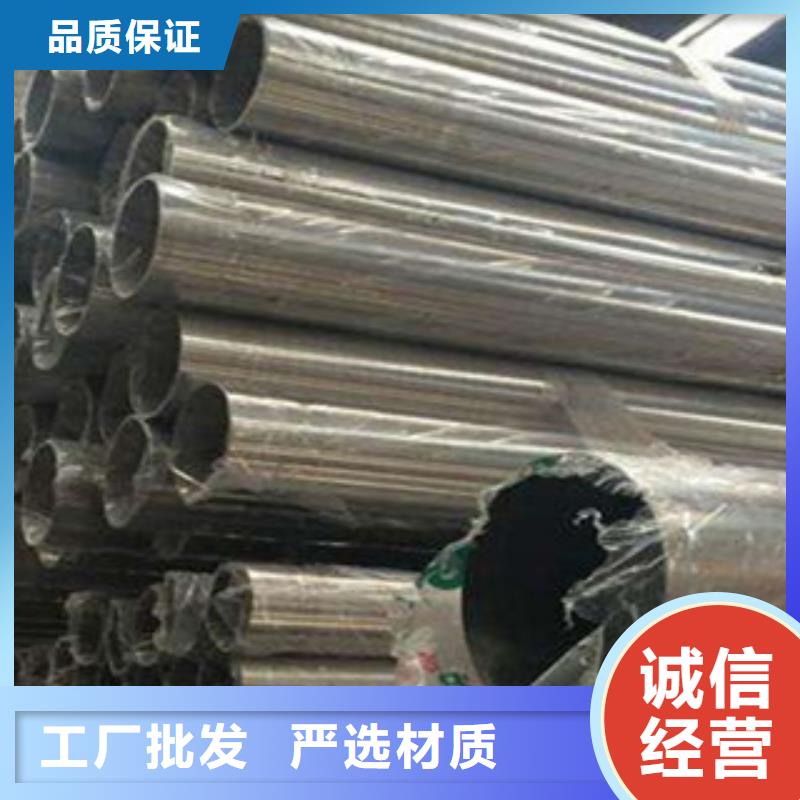
1、圆管:9.5-406.4mm 厚度:0.4-12.0 mm
2、方管:10*10-150*150mm 厚度0.4-6.0mm
3、矩管:10*20-100*200mm 厚度:0.4-6.0mm
4、花管:15.9-76.2mm 厚度:1.0-1.5mm
内外抛光(表面等级:抛光180#、220#,240#,320#,400#,600#,800#);拉丝
;酸洗;内焊道整平;在线光辉热处理。



金哲不锈钢管厂注册资金1000万元,固定资产5000万,公司技术雄厚,生产设备先进,拥有820mm拉床,现有员工128人(其中包括高级工程师在内的专业技术人员8人)。2011年公司制造 牌号:0Cr18Ni9 规格:630mm*6.5mm 的大口径薄壁不锈钢管(无缝),通过 石油钻采炼化设备质量监督检验中心的特种设备形式试验,编号:TSX 71004320110063 ,代表着我们大口径薄壁不锈钢管(无缝)的制造技术在国内处于领先的水准,同年也获得 A2(1)、B(2)特种设备制造许可证(压力管道元件),编号:TS2710T63-2015,公司不锈钢管厂建立以来一直秉持“以人为本,勇于创新,追求卓越,互利共赢”的企业理念。质量是企业生命的原则,实行员工参与的质量管理方针,对于产品的制造,我们不会仅以达到标准就得以满足,停止脚步


早在1925年人们就已经掌握,钢同有色金属一样可以用挤压法进行变形。由于设备和工具成本低、产品断面丰富,这种钢的热成型方法愈来愈受到人们的重视。1941年SejournetJ在于仁恩电炉公司的协助下,试验成功了玻璃润滑剂,使钢的热挤压的发展成为可能,并迅速在全世界范围推广。
传统钢挤压生产采用石墨(片状石墨与机油、焦油或油脂等混和成的涂料)作为润滑剂。但石墨润滑剂的缺点是:
①导热系数较大,隔热差、工模具温升大,磨损快,挤压长产品困难。
②容易引起产品增碳,当挤压不锈钢时容易产生晶间腐蚀,故挤压后必须去除渗碳层,结果增加了金属消耗。
③往往会使环境污染。
玻璃润滑剂与石墨相比,其优点是:
①玻璃导热系数小,能防止坯料表面过快冷却,同时也能起到保护工模具作用。
②具有良好的润滑性能,可采用大的挤压比和提高挤压速度,从而可扩大挤压机生产的产品范围。
③玻璃润滑剂化学稳定性好,不会引起组织缺陷。
④可以方便地改变玻璃润滑剂的配比,获得不同的物理性能(如软化点、粘度等),以适应挤压不同材质的产品需要。
⑤使用玻璃作为润滑剂时可以保持清洁。总之,玻璃润滑剂优点显著。国外许多研究结果指明,挤压钢时采用玻璃润滑剂效果 。
挤压钢管时必须进行润滑的部位有:挤压模、挤压筒和芯棒三个部位。
(1)挤压模的润滑:模子的润滑常用将玻璃粉压制成玻璃垫的方法,即在挤压前把玻璃垫置于模子与坯料之间。为了保证玻璃垫能连续软化在摩擦表面上,要求玻璃垫的形状与模孔入口锥和坯料端部形状相吻合。玻璃垫外径一般比挤压筒直径小3~5mm。玻璃垫内孔直径小于或等于模孔直径。玻璃垫的厚度一般取坯料长度的4%~8%。
(2)挤压筒和芯棒的润滑:挤压筒和芯棒的润滑应选用软化点低、粒度小的玻璃粉涂敷在钢坯内孔和外表面。此外,也可以用玻璃布缠包绕在坯料表面上和将玻璃布条绕在芯棒上的方法。
(3)钢管表面玻璃膜的去除:由于挤压时采用了玻璃润滑剂,挤压钢管内外表面上残留一层厚度20~50μm的玻璃膜,其性质硬而脆,有害于以后的加工和使用,必须。方法有机械法和化学法。机械法有喷丸、水冷和拉伸矫直等方法。应用化学法玻璃膜时,由于在钢管表面上残留的玻璃润滑剂具有较高的化学稳定性,它需要采用碱溶液或酸溶液。酸洗法的不足之处在于对各种钢管材质的侵蚀性大,可能使钢管表面产生过酸洗,尤其对碳钢的侵蚀性更大,因此应用上受到限制。目前采用酸碱联合法。



