




无需长篇大论,观看耐候钢板35#钢板产地货源视频,让你瞬间爱上我们的产品。
以下是:耐候钢板35#钢板产地货源的图文介绍
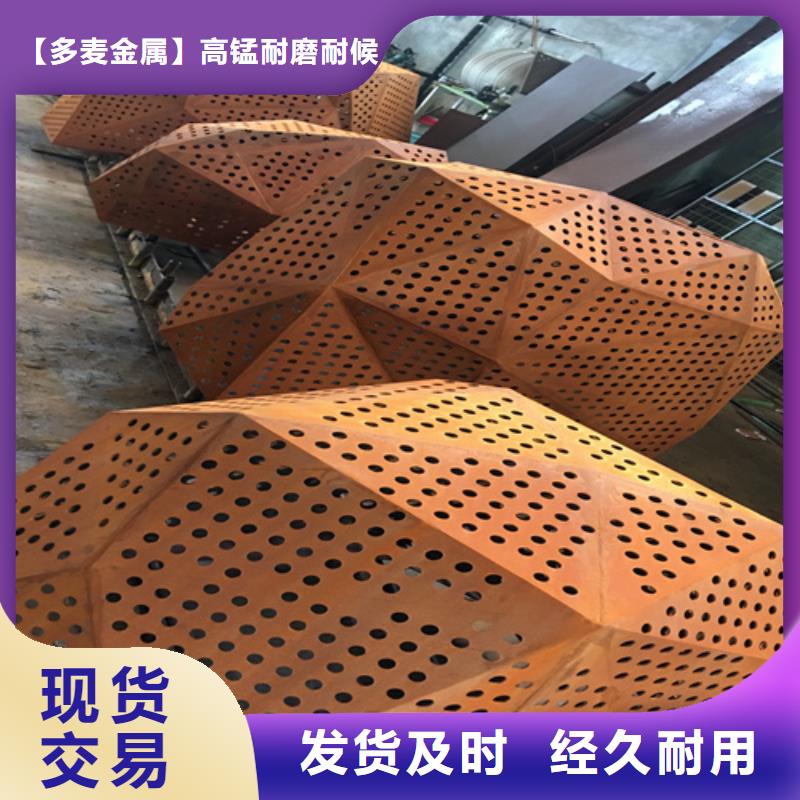
【多麦金属】高锰耐磨耐候钢板生产厂家坐落于经济技术开发区创业大厦B塔310,交通便利、欢迎新老客户光临来访;主营 浙江绍兴65mn钢板。质量保证是企业品牌建立之根本。优化产品质量是持续前进之目标。永远不忽视产品品质链中的任何环节。在企业的软硬件环境中体现出严格的质量水准,培养工作人员的认真、严谨、细致的工作习惯。以客户的z u i大满意为永恒目标。追求卓越: 追求卓越,不断创新是企业生存发展之前提。产品创新、技术创新、管理创新。坚持追求卓越的经营理念,不断开发新产品和服务,以保持公司的竞争力,满足客户不断增长的需要。诚信服务: 坚持诚实服务为立业之本。坚持诚实经营,秉承客户至上的经营理念,以客户为中心提供完善快捷的售后服务,满足客户的真正需要并和客户建立长期的、相互尊重、相互合作的关系,求真务实。



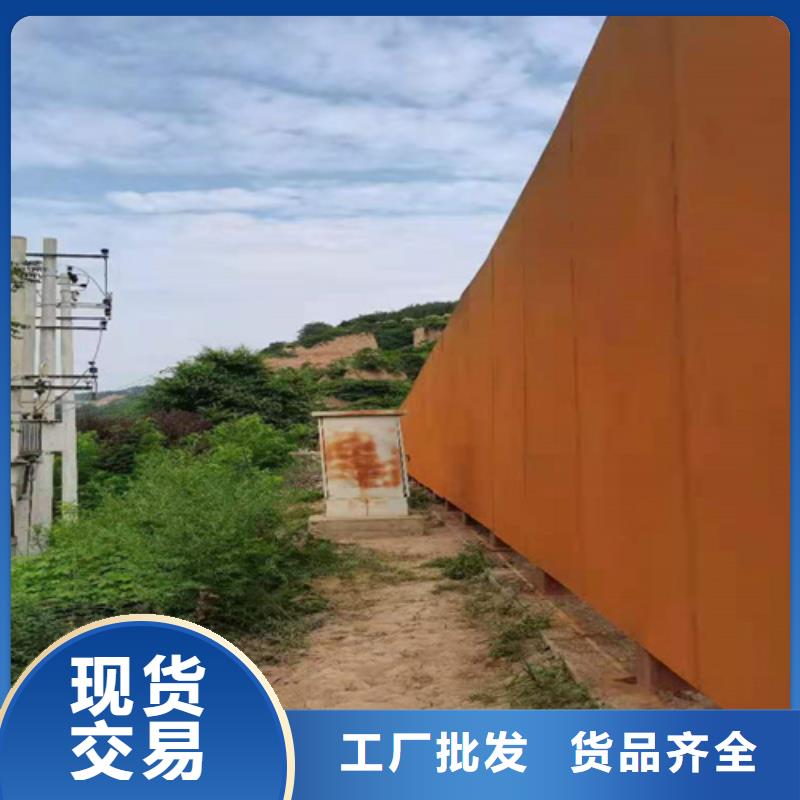
(1)稳定化锈层+特种涂层,即耐候性膜处理 (双层法)。耐候性膜处理时,首先对底层进行耐候性底膜处理,在耐候钢表面形成以复合磷酸盐为主要成分的无机复合盐膜;然后,在复合盐膜上涂以丙烯 类涂料,形成透气、华尔网透水性良好的多孔形栅格涂层。 耐候性底膜的主要作用是在耐候钢表面形成均匀的、华尔网致密的稳定化锈层。上层多孔形栅格涂膜可以允许一定量的空气、华尔网水供给底层,直至其形成稳定化锈层,又可以防止使用初期锈液的流挂、华尔网飞散,保持外表美观。在稳定化锈层形成后,这个涂膜逐渐消失, 此时外观不再有明显的变化。但稳定化锈层变化的时间与环境有很大的关系(2)特种氧化涂层处理(单层或双层)。氧化涂层处理时,在疏水性的载色剂中配上氧化物颜料以及具有促进锈化作用的添加剂,涂敷在耐候钢表面形成有机膜。由于这种膜的作用,锈液不会流挂,耐候钢表面形成稳定锈层后有机膜消失。在环境恶劣情况下,通过增加稳定锈层来缓和环境的影响。短曝型氧化涂层几个月后就开始向稳定锈层过渡,长曝型氧化涂层的过渡时间约需1~2年。(3)氧化铁一磷酸盐系处理(单层或双层)。氧化铁一磷酸盐系由底漆、华尔网面漆组成,处理工艺与氧化涂层一样。底漆含有磷酸(磷酸盐)或氧化铁等,有控制早期锈蚀、华尔网形成致密稳定锈层的作用。耐候钢板



耐候钢板的碳当量越高,不锈钢板的碳当量越高,硬化倾向越大,热危险区的冷裂倾向越大,不锈钢板的电焊性越差。导致电焊焊接冷裂痕的关键要素有3个层面:1.钢的淬硬趋向:2.电焊焊接拉应力:3.对接焊缝的过氧化物量以及遍布。对于之上3个层面的影响因素,可采用的关键对策有: (1)采用偏碱低氢型焊丝,助焊剂。偏碱低氢型焊丝、华尔网当地助焊剂对接进行焊缝的过氧化物量低,烟气处理脱硫,脱磷特性好,断裂以及韧性高。在使用前,必须在350 ~ c ~ 420 ~ c 干燥1 ~ 2h,目的是合理地去除接头中的水分,以降低对接焊缝中的氧含量和接头的冷裂倾向。(2)电焊进行焊接设备配件务必经阶段检测技术达标才可组对,不可力组对,防止出现过大的拼装地应力。(3)在耐候性钢板的焊接位置上各删除两道20mm类,除去心,除去水、华尔网当地锈、华尔网当地油渍等污垢。(4)科学安排电焊焊接顺序。标准是尽可能使学生大部分进行焊接技术能在弯曲刚度影响较小的标准下电焊焊接,进一步通过降低电焊焊接地应力。(5)焊接前加热、华尔网当地焊后缓冷或热处理工艺。焊前加热是避免高强度钢板产生冷裂纹的关键工序。焊后缓冷或热处理技术工艺设计能够使蔓延的氢充足逸出,减少了进行电焊焊接内应力,改进管理机构,降低淬强制,进而可以减少使用电焊焊接冷裂趋向。高韧性腐蚀钢板焊接时一般不采用加热和缓冷等焊后处理对策。以下状况必须焊接前加热:电焊焊接工作温度低于5℃时,焊接件部分加热到75℃~125℃;补焊薄厚不小于8mm高韧性锈蚀钢板原材质上的裂痕等缺点时,焊接前须将焊件部分加热到lOOSE~150℃。凡开展焊接前加热的,电焊焊接的固层溫度不少于焊接件部分加热溫度。


镀锌层就是防锈用的,破坏掉表面的镀锌层后即可使其快速生锈,方法也很简单,锌怕酸,用稀盐酸或醋酸涂上去,即可将镀锌层破坏,铁皮失去保护即会很快生锈,但 内生锈有些困难,至少要过几天,保持一定的湿度可加快生锈。刷清漆可以起到隔绝空气的作用,防止继续氧化生锈,但因锈层的存在,清漆与铁皮的结合较差,很容易分离脱落,导致继续生锈。另外普通清漆的防锈作用也较差,过一段时间即失效。锈蚀钢板效果图钢板会生锈,必须要刷漆防止它生锈。钢板是用钢水浇注,冷却后压制而成的平板状钢材。钢板是平板状,矩形的,可直接轧制或由宽钢带剪切而成。钢板按厚度分,薄钢板<4毫米(薄0.2毫米),厚钢板4~60毫米,特厚钢板60~115毫米。耐候钢板



