


文字的描绘可能无法完全捕捉镀锌H型钢T2纯铜条工期短发货快产品的精髓,观看视频,让产品自己向您诉说它的故事。
以下是:镀锌H型钢T2纯铜条工期短发货快的图文介绍
如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm,则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。焊接过程中如发生断弧,接头部位焊缝应打磨出不小于1:4的过渡坡才能继续施焊。焊接完成后,除去焊缝表面熔渣及两侧飞溅物,用气割割除引弧板和引出板,将割口修磨平整,严禁用锤击落。焊接H型钢矫正焊接H型钢焊接完成后应进行校正,校正分机械矫正和火焰矫正两种形式,其中焊接角变形采用火焰烘烤或用H型钢翼缘矫正机进行机械矫正,矫正后的钢材表面不应有明显的划痕或损伤,划痕深度不得大于0. 5mm.弯曲、扭曲变形采用火焰矫正,矫正温度控制在800到900°C,且不得有过烧现象。



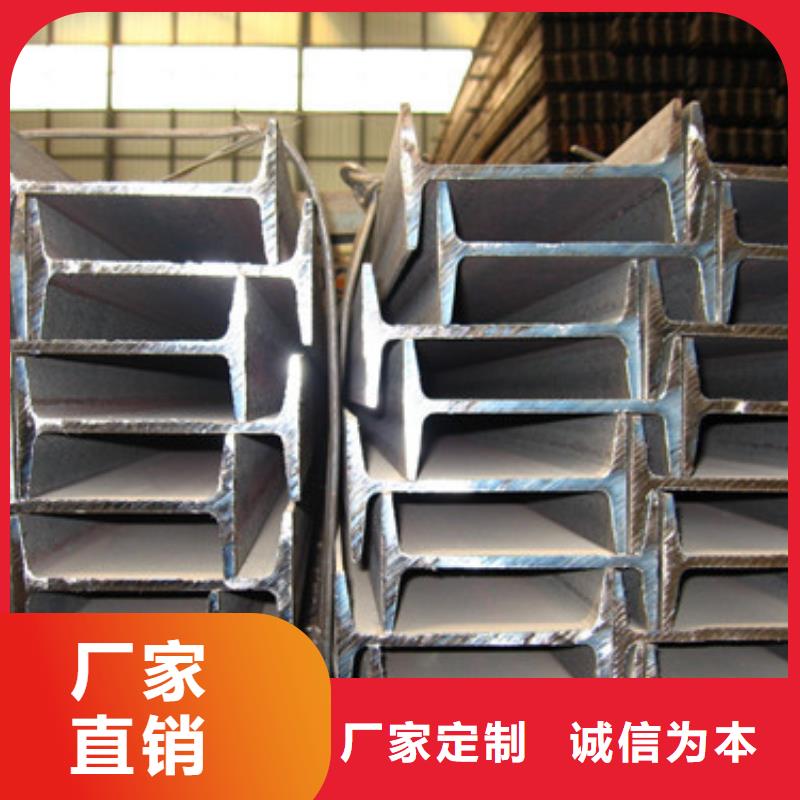
它的命名是因为它的部分与英文字母“H”相同。H型钢的两个外侧没有斜面并且是直的。这使得H型钢的焊接比工字钢更容易操作,并且每单位重量的机械性能更好,这可以节省大量的材料和施工时间。H型梁主要通过轧制方法生产。在现代轧机生产中,使用 轧机轧制H型钢。 H型钢的腹板在上下水平辊之间滚动,凸缘同时在水平辊侧和垂直辊之间滚动形成。由于只有 轧机不能用于压制法兰端。因此必须将边缘端机设置在通用框架后面,通常称为修边机,以便按压法兰边缘并控制法兰宽度。 。在实际的轧制操作中,两个框架用作一组以使轧件往复运动几次,或者轧件通过几个通用机架和一个或两个端端支架。连续轧机由每道次的一定??量的还原组成,坯料被轧制成所需尺寸和尺寸的产品。在轧制件的凸缘部分中,由于水平辊的侧面和轧件之间的滑动,辊的磨损相对较大。为了确保重型卡车后的轧辊能够恢复到原来的形状。



本公司技术力量雄厚,生产设备齐全、检测手段完善,主要产品有 安徽合肥1070铝母线。公司拥有完整、科学的质量管理体系,坚持“质量图生存,诚信赢声誉,创新求发展”的经营理念愿以优良产品,良好的服务真诚期待国内国际朋友的光临合作!公司的诚信、实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。杨经理022-26808329


