

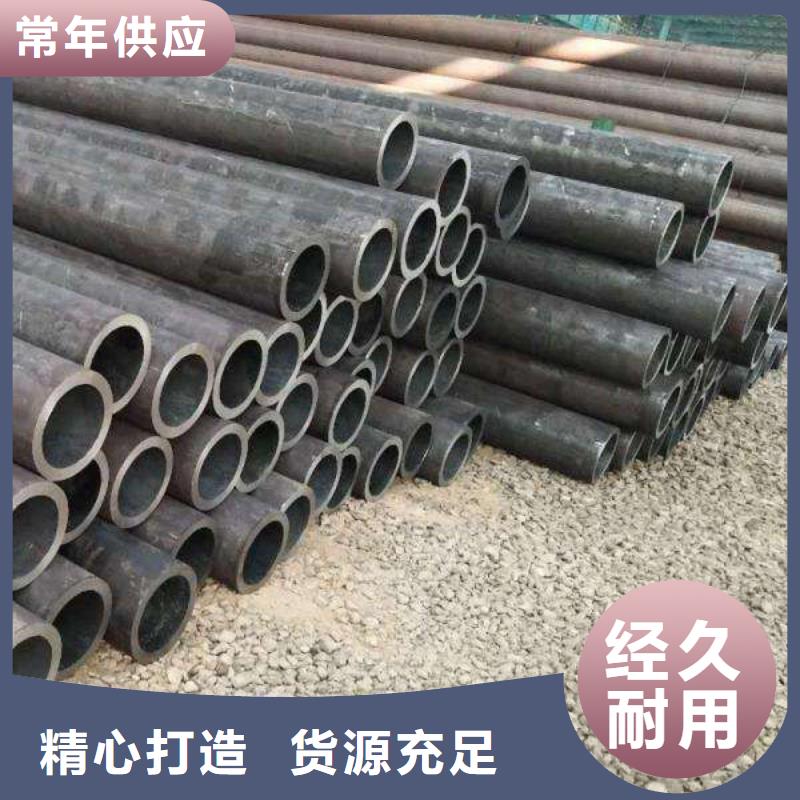

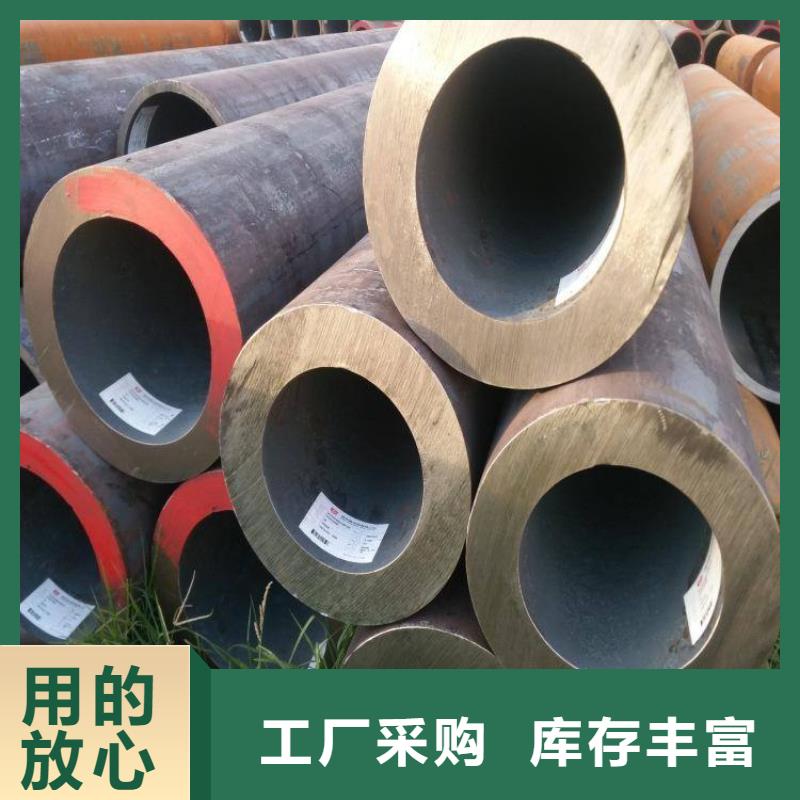


公司目前拥有两条完整的钢管生产线:一条为60、90穿孔机、冷拨生产线六条,热轧生产线一条,主要生产外径30mm-219mm中厚壁无缝钢管;两条为325mmASSRL轧管机,系国内******的三辊轧管机,采用芯棒预穿和限动小循环,三级计算机控制的自动化系统,均达到国际先进水平。主要生产外径177mm-377mm,壁厚10mm-100mm,外径精度±0.5%壁厚精度±5%。无缝管规格:38-133*3-45mm 177-377*10-100mm 。主要材质为Q345BQ355B20cr40cr35crmo42crmo.可定做材质有产品材质为:Q355B、20#、35#、45#、20G、20A、40Mn2、45Mn2、27SiMn、40MnB、20MnVB、20Cr、30Cr、35Cr、40Cr、45Cr、50Cr、 38CrSi、12CrMo 、20CrMo、35CrMo、42CrMo、12CrMoV、12Cr1MoV、38CrMoAL、50CrV、20CrMnSi、30CrMnSi、35CrMnSi、 20CrMnTi、30CrMnTi、12CrNi2、 12CrNi3、12Cr2Ni4、40CrNiMoA、45CrNiMoVA、20G、20MnG、25MnG、12CrMoG、15CrMoG、12Cr2MoG、12Cr1MoVG、12Cr2MoWVTiB、 12Cr3MoVSiTiB。主要生产结构用、流体用、中高压锅炉用、船舶用、化肥生产专用、输油用、输气用无缝钢管及板卷管两大类,上百个品种。公司以先进的生产工艺、优良的产品质量、宽幅的产品组矩、优质的服务赢得中外钢管行业的好评。本公司通过了ISO9001:2000国际质量管理体系认证。
公司主要生产各种钢管:结构用无缝管、输送流体用无缝钢管、高压锅炉无缝钢管,低中压锅炉无缝钢管,石油裂化用无缝钢管,冷拔或冷轧精密无缝钢管以及低合金无缝钢管。年生产能力3万吨,产品符合国内外标准,广泛用于石油、化工、锅炉、机械、焦化、冷冻设备及汽车灯行业,产品在国内外享有较高盛誉。长期备有各种规格的无缝钢管、高压锅炉管、流体管、结构管、化肥专用管以及德美日意进口的合金钢管等现货。常年保持库存两万吨左右,所售产品均执行标准,适用于工程、煤矿、纺织、电力、锅炉、机械、等各个领域。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国三十多个省、市、自治区、直辖市,产品深得用户依赖。 服务宗旨:来到无货包损失、货不满意不装车、办完手续再付款 公司全体员工向关心和支持我们的各级领导和各界朋友表示诚挚的谢意! 
公司是一家集生产、销售各种各样钢材,无缝管、钢管,泵管,声测管,注浆管生产厂家。钢管产品规格齐全通过多年的努力,公司遵循诚信经营,货真价实,优质服务的宗旨,赢得了用户,拓展了市场。公司宗旨:“以质量、用户至上、以质量和科技求发展”,本公司以先进的工艺、优质的产品、良好的信誉,热忱欢迎广大新老客户莅临指导,携手合作、共创辉煌!客户的满意是我们永恒追求! 我们的宗旨是:让您省钱、省事、省心。无缝钢管几何尺寸的检查,过去也多用人工检查,近年来广泛采用了自动测量仪器,如测厚仪、光脉冲测径仪等。这些测定无缝钢管尺寸的仪器,不但能用于成品管的检查,而且还可以放在工艺线上做为监视测量,这就便于在轧制过程中有效地、及时的控制无缝钢管尺寸公差,从而提高无缝钢管几何尺寸的精度并降低尺寸超差的次品。 冷轿直过程对无缝钢管机械性能的影响不如热轧变形那么大,因为变形量较小。无缝钢管厂从资料和生产试验中大致得到如下规律: 1.冷矫直对无缝钢管强度极限的影响很小; 2.冷轿直对屈服点的影响,和无缝钢管壁厚有关,无缝钢管壁厚6毫米以下时,屈服点上升,而壁厚大于6毫米时冷轿直使得金属屈服点下降。 3.对延伸率的影响是,无缝钢管通过冷轿直后,无缝钢管的延伸率有所下降,而且管壁愈下降的程度也愈大。同时和矫直速度有关,速度快,无缝钢管的延伸率减得少。 4.对无缝钢管硬度的影响,有试验得出,矫直薄壁管硬度稍有增加,但大多数情况下都是硬度有些降低。矫直过程中存在着加工硬化,不硬化反而软化可能是反复弯曲作用的结果。
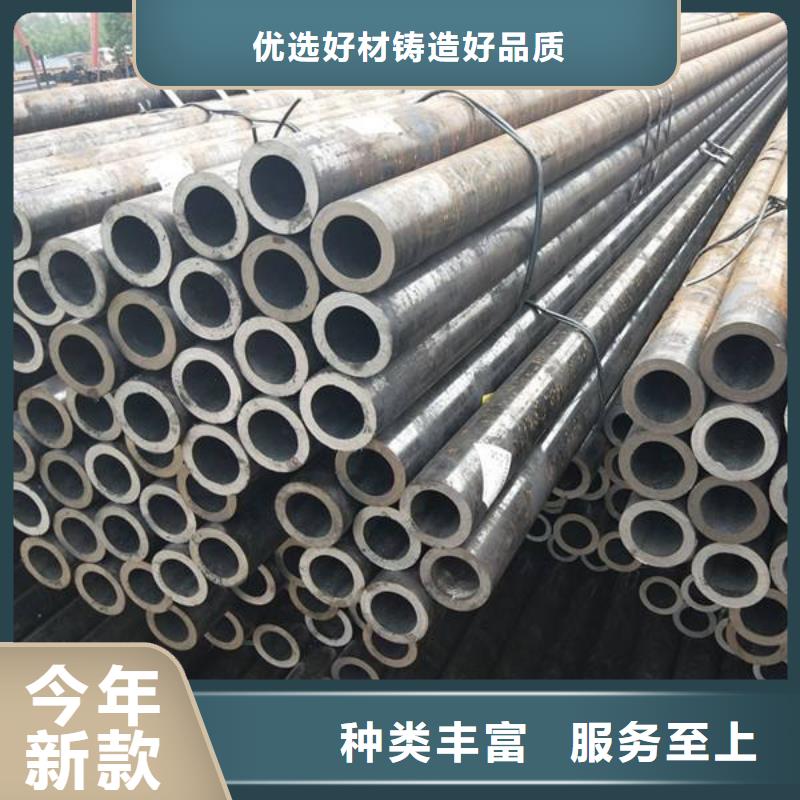
热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。 一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。 热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。 
