
想知道精密无缝钢管保障产品为何如此受欢迎?观看视频,答案自在其中。
以下是:精密无缝钢管保障的图文介绍
的 浙江绍兴铜管生产制造能力,让您省心
①现代化高科技生产,配有先进生产 浙江绍兴铜管设备及检测仪器
②公司合作有多处生产基地供货以确保订单完成率
③ISO9001国际化生产流程管理,致力于成为国内 浙江绍兴铜管设计、研发、制造、生产基地



精密光亮管上升空间仍然是比较巨大,由于市场状态不断地进行,导致了精密光亮管市场比较艰难,有厂家也是比较重视业绩,以至于业绩也不是很好。在八月份时候主要就是要进行重视厂家正常进行发展,这样话精密光亮管发展才是会正常起来。
由于精密光亮管在“金九银”市场条件下要不断地进行改善行情发展和经济发展,因此对于厂家而言要恢复生产,还要注意去产能力度,这样话精密光亮管行业才能够有较大发展。另有两点值得:一是,8月份中国制造业PMI指数平稳上升,且在荣枯线以上连续保持了13个月,表明经济平稳增长基础已总体确立,这是一个好 。
据中国物流与采购联合会、服务业调查中心发布2017年8月份中国制造业采购经理指数(PMI)为57%,比上月上升0.3个百分点。第二个是,32家上市精密光亮管厂家中报公布,合计净利同比增超3倍,随着去产能等多项措施深入,上市精密光亮管厂家业绩越来越好。
由于精密光亮管在“金九银”市场条件下要不断地进行改善行情发展和经济发展,因此对于厂家而言要恢复生产,还要注意去产能力度,这样话精密光亮管行业才能够有较大发展。另有两点值得:一是,8月份中国制造业PMI指数平稳上升,且在荣枯线以上连续保持了13个月,表明经济平稳增长基础已总体确立,这是一个好 。
据中国物流与采购联合会、服务业调查中心发布2017年8月份中国制造业采购经理指数(PMI)为57%,比上月上升0.3个百分点。第二个是,32家上市精密光亮管厂家中报公布,合计净利同比增超3倍,随着去产能等多项措施深入,上市精密光亮管厂家业绩越来越好。



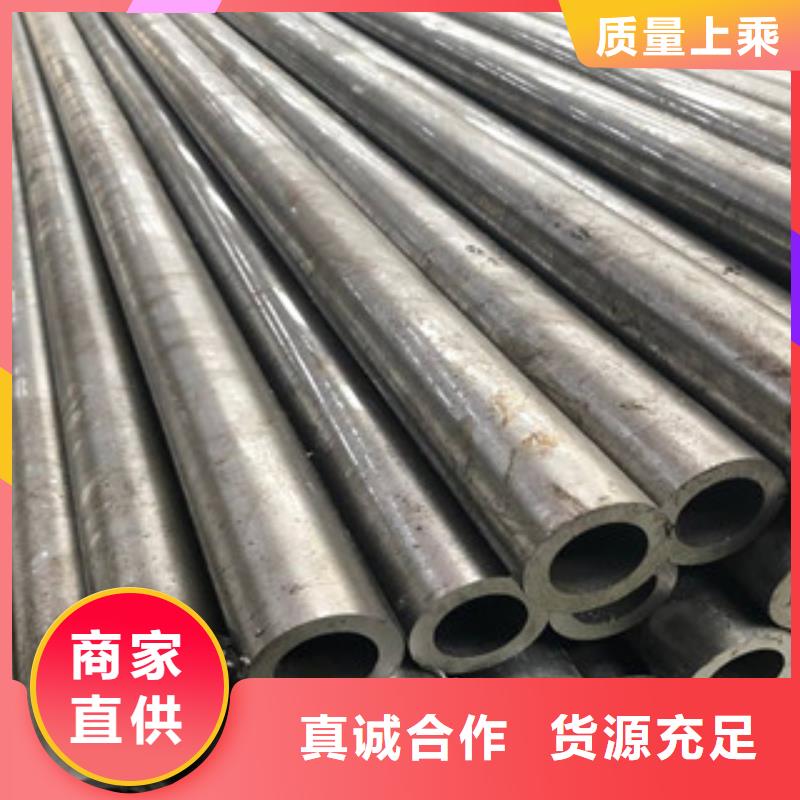
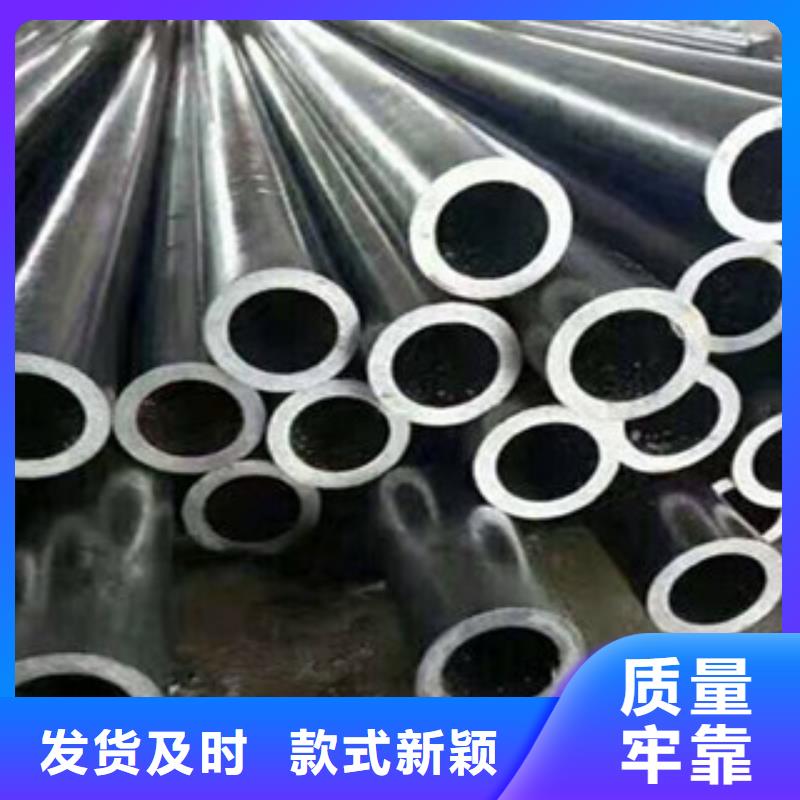
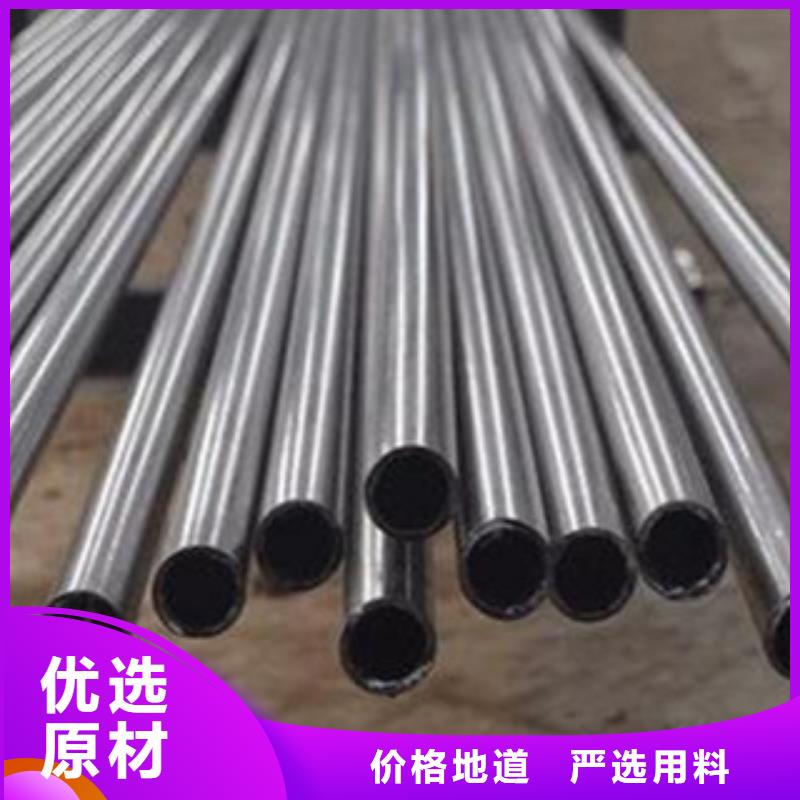
技术条件为:内孔精度H7—H内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢 是20#、45#、16Mn,27SiMn及部分低合金钢.标准GB8713-88)。专业生产:精密管,精密钢管,精密无缝管,精密光亮管,精轧、冷轧钢管,冷拉、冷拔钢管,精拉、精拔管,轴承管,小精密管,缸管,缸筒…。 精密管是在来钢管基础上进行精加工进行制作,它精密程度是非常细。由于精密管特征比较好,特别是在性能上比较好,主要耐磨性和抗腐蚀性都是比较优良。它使范围比较广,在汽车,钢材,工程,管道等各个方面都是发挥着巨大作。
它主要途就是连接,在使时候经常是与弯头进行连接在一起。那么弯头是什么呢具体是怎么进行连接呢elbow在管路系统中,弯头是改变管路方向管件。按角度分,有45°及90°180°三种常,另外根据工程需要还包括60°等其他非正常角度弯头。
它主要途就是连接,在使时候经常是与弯头进行连接在一起。那么弯头是什么呢具体是怎么进行连接呢elbow在管路系统中,弯头是改变管路方向管件。按角度分,有45°及90°180°三种常,另外根据工程需要还包括60°等其他非正常角度弯头。



我厂生产螺旋焊管(也称8710防腐螺旋钢管)生产的优点是:
(l)使用同一宽度的带钢能够生产出不同直径的钢管。尤其是可用辛带钢生产大直径钢管。
(2)螺旋形焊缝所承受的应力比直缝的小,仅为直缝焊管的75-90%,因此能够承交较大的压力。与相同直径的直缝焊管比较,壁厚可减少10-25%.从材料力学观点来看,一个薄壁的圆形管筒(如输油管),当其承受内压时径向应力&c是轴向应力&l (见公式15-4.5.)的两倍。因此,在确定壁厚时径向应力是决定的因素。螺旋形焊缝的切线与管筒体表面上的纵向直线(即圆筒体轴线的表面上的平行线)间形成夹角a,即称为成型角。
(3)尺寸梢确,一般直径公差不超过0.12%挠度小于1/2000椭圆度小于1%,一般可以省去定径和娇直工序。
(4)连续生产:理论上可以生产无无限长的钢管,切头、切尾损失小,可提高金属的利用系数6~8%.
(5)操作灵活,更换品种调整方便(和直缝焊管比较而言)。
(6)设备重量轻、初投资少,有的机组作成流动的,可以直接在敷设管道的施工工地上生产。
(7)易于实现机城化,自动化生产。
(l)使用同一宽度的带钢能够生产出不同直径的钢管。尤其是可用辛带钢生产大直径钢管。
(2)螺旋形焊缝所承受的应力比直缝的小,仅为直缝焊管的75-90%,因此能够承交较大的压力。与相同直径的直缝焊管比较,壁厚可减少10-25%.从材料力学观点来看,一个薄壁的圆形管筒(如输油管),当其承受内压时径向应力&c是轴向应力&l (见公式15-4.5.)的两倍。因此,在确定壁厚时径向应力是决定的因素。螺旋形焊缝的切线与管筒体表面上的纵向直线(即圆筒体轴线的表面上的平行线)间形成夹角a,即称为成型角。
(3)尺寸梢确,一般直径公差不超过0.12%挠度小于1/2000椭圆度小于1%,一般可以省去定径和娇直工序。
(4)连续生产:理论上可以生产无无限长的钢管,切头、切尾损失小,可提高金属的利用系数6~8%.
(5)操作灵活,更换品种调整方便(和直缝焊管比较而言)。
(6)设备重量轻、初投资少,有的机组作成流动的,可以直接在敷设管道的施工工地上生产。
(7)易于实现机城化,自动化生产。
