


深入了解圆钢16mn2圆钢客户满意度高产品,一部视频就够了,快来观看!
以下是:宣城泾县圆钢16mn2圆钢客户满意度高的图文介绍
工厂直供,采用卓越工艺,精挑材质值得信赖,量大更优惠。主营产品 12CrMo无缝钢管,厂家直供质量保障按需定制|售后服务。我公司凭借“过硬的产品,优良的制作,负责的态度,良好的信誉”赢得了市场和长期合作伙伴。可按照客户需求定做,请买家在下单前咨询我们确认所需产品的参数。欢迎来电咨询或来我厂参观。


如果是锻造圆钢的话,还要进一步加热至AC3以上20—40度,保温一段时间后随炉冷却至500度以下,也就是所谓的退火。紧接着是将冷拉圆钢加热至高温单相区恒温保持,使过剩相充分溶解到固溶体中,然后快速冷却,以过饱和固溶体;经过固溶热处理或冷塑性形变后,在室温放置或稍高于室温保持时,其性能随时间而变化。
还要将冷拉圆钢钢奥氏体化后以适当的冷却速度冷却,使工件在横截面内全部或一定的范围内发生马氏体等不组织结构转变;而经过淬火的冷拉圆钢加热到临界点AC1以下的适当温度保持一定时间,随后用符合要求的冷却,以所需要的组织和性能。
随后还要使冷拉圆钢的各种相充分溶解,强化固溶体并韧性及抗蚀性能,应力与软化,以便继续加工成型。在强化相析出的温度加热并保温,使强化相沉淀析出,目的是为了冷拉圆钢的强度。
还要将冷拉圆钢钢奥氏体化后以适当的冷却速度冷却,使工件在横截面内全部或一定的范围内发生马氏体等不组织结构转变;而经过淬火的冷拉圆钢加热到临界点AC1以下的适当温度保持一定时间,随后用符合要求的冷却,以所需要的组织和性能。
随后还要使冷拉圆钢的各种相充分溶解,强化固溶体并韧性及抗蚀性能,应力与软化,以便继续加工成型。在强化相析出的温度加热并保温,使强化相沉淀析出,目的是为了冷拉圆钢的强度。



冷拉圆钢也称为冷拔圆钢、冷拉元钢、冷拉园钢、光圆,是冷拉型钢的一种。冷拉圆钢是一种精度很高的圆钢,材质是经过“调质”处理的,可以直接用来做轴,不需要再加工的,对应的普通圆钢,就是我们常见的用于建筑的圆钢,供应的热处理状态是“正火”,无论是尺寸精度还是材质都是普通级别的。
工艺流程:原坯进厂----验收---入库---领料----轧头---酸洗磷或石灰---冷拔---矫直--打包---称重标记---检验---成品入库产品优势:形状规格多样性通过设计不同形状的模具,冷拉出不同截面形状、不同规格公差的冷拉钢。
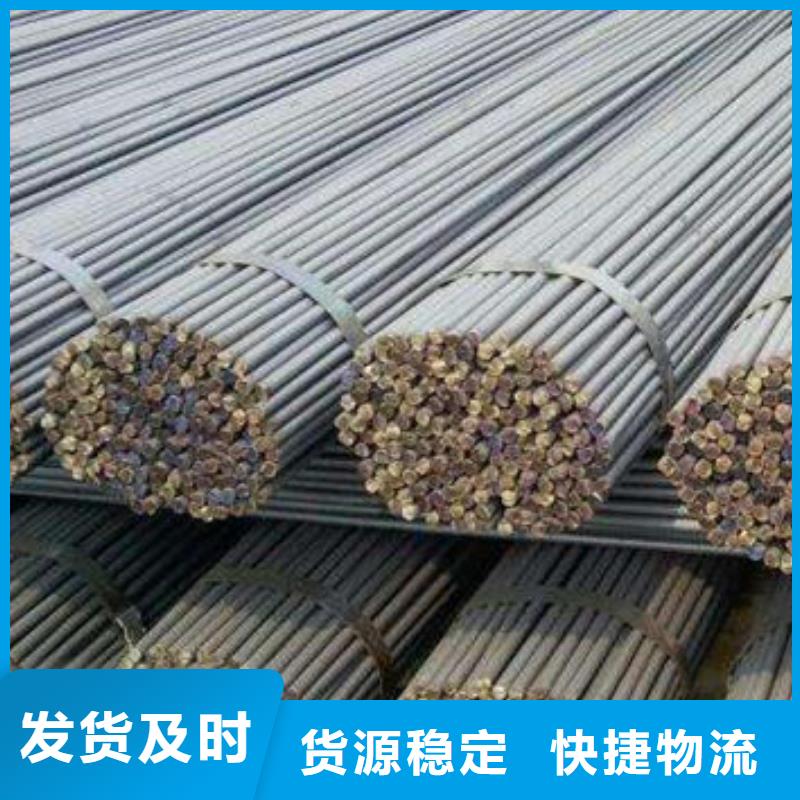
不管是冷拉圆钢或是圆钢其形状都是圆形的,但是冷拉圆钢表面很光滑,尺寸精度很高,它的机械性能高,由于尺寸精度高不经加工可直接使用。角度可设计成直角或圆角。高度:使用高的硬质合金模具以及拥有修模人员,确保公差准确、统一。
材料大量节省:冷拉工艺是将原材料冷变形达致所需的形状、规格及公差,原材料的耗损极少,相对利用车床机加工切削所耗损的材料,冷拉钢所节省的材料是非常可观的,特别当材料用量大,材料成本的节约更为显著。
工艺流程:原坯进厂----验收---入库---领料----轧头---酸洗磷或石灰---冷拔---矫直--打包---称重标记---检验---成品入库产品优势:形状规格多样性通过设计不同形状的模具,冷拉出不同截面形状、不同规格公差的冷拉钢。
不管是冷拉圆钢或是圆钢其形状都是圆形的,但是冷拉圆钢表面很光滑,尺寸精度很高,它的机械性能高,由于尺寸精度高不经加工可直接使用。角度可设计成直角或圆角。高度:使用高的硬质合金模具以及拥有修模人员,确保公差准确、统一。
材料大量节省:冷拉工艺是将原材料冷变形达致所需的形状、规格及公差,原材料的耗损极少,相对利用车床机加工切削所耗损的材料,冷拉钢所节省的材料是非常可观的,特别当材料用量大,材料成本的节约更为显著。



使用圆钢时,需要使用焊接的方式来进行连接。为了保证良好的密封性,需要有一些问题要注意。
使用滚槽方式来焊接圆钢时候,滚槽焊缝会容易开裂。这种情况其实是可以避免的,将压槽内壁的焊角磨平能有效降低减少阻力。另外可以调整钢管,尽量保证其与滚槽保持水平。调整压槽的速度是力度可以保证其成型均匀、缓慢施力。还要保证支撑和压力辊的宽度和型号相互是匹配的,不会因咬合而断裂。
另外如果圆钢对接后其管口对接不严密,这可能是由于管口被磕碰导致变形造成的。建议将钢管管头切割掉一小段后再进行对接。由于焊接时操作不当或因管口部位遗留锌瘤会造成的砂眼,这可以在焊接前将锌瘤铲掉磨平来避免。车丝连接方式常出现的问题是管箍与丝扣不完全贴合,这就必须裁掉不能贴合的部分重新进行连接。
使用滚槽方式来焊接圆钢时候,滚槽焊缝会容易开裂。这种情况其实是可以避免的,将压槽内壁的焊角磨平能有效降低减少阻力。另外可以调整钢管,尽量保证其与滚槽保持水平。调整压槽的速度是力度可以保证其成型均匀、缓慢施力。还要保证支撑和压力辊的宽度和型号相互是匹配的,不会因咬合而断裂。
另外如果圆钢对接后其管口对接不严密,这可能是由于管口被磕碰导致变形造成的。建议将钢管管头切割掉一小段后再进行对接。由于焊接时操作不当或因管口部位遗留锌瘤会造成的砂眼,这可以在焊接前将锌瘤铲掉磨平来避免。车丝连接方式常出现的问题是管箍与丝扣不完全贴合,这就必须裁掉不能贴合的部分重新进行连接。


