服务热线:17306359888
联系我们

更新时间:2024-12-25 16:52:16 浏览次数:3 公司名称:聊城 航萧管件有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 100/吨 |
| 发货期限 | 5 |
| 供货总量 | 40 |
| 运费说明 | 协商 |
| 最小起订 | 1 |
| 质量等级 | 1 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 航萧管件 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 按图纸加工 |
| 产品型号 | 齐全 |
| 产品重量 | 10 |
| 适用领域 | 锅炉,桥梁,体育场 |
| 工作温度 | 10 |





航萧管件
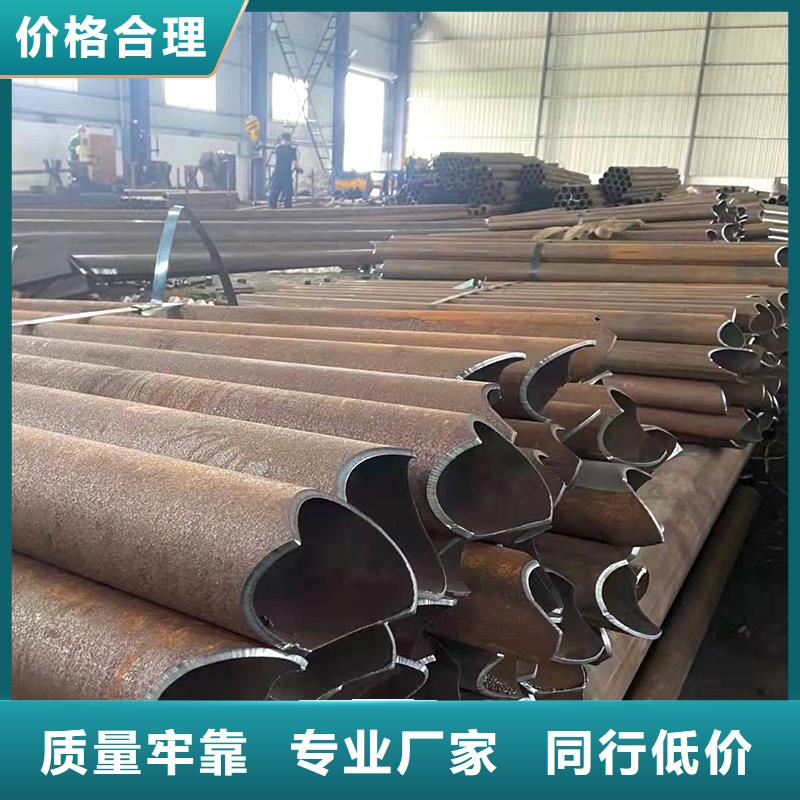
 方管热弯湖北批发厂家价格优惠
方管热弯湖北批发厂家价格优惠
 怎样掌握到数控弯管机生产加工技术性的必要性规定、如今的弯头是现阶段常见的连接头方式 ,依据弯管种类,能够 分成手动式弯管和弯管加工生产厂家,伴随着工业产业链的提高,传统式的生产加工中弯管技术性也在迅速发展趋势,一些客户规定因而的弯管加工厂,开展一些弯管加工的难题,有时候大家让因而做防腐蚀解决,这非常简单,因而加工厂做防腐蚀解决比去施工工地做防腐蚀解决非常容易得多,加工厂的占地面积很广,資源也很丰富多彩。
怎样掌握到数控弯管机生产加工技术性的必要性规定
现如今的轧辊钣金折弯是弯管加工全过程中,较为普遍的钣金折弯生产加工方式 ,此外好几个是以主动轮,滚弯方式 和原理基本一致,仅仅用以滚管的滚辊,以具备与管截面外观设计相符合的工作中表层,钣金折弯时,仅变动主滚子轴承和滚子轴承中间的间距,就可以获得各种各样夹角的钣金折弯,此方式 特别是在适用曲线图环或螺旋式线形管材,翻转钣金折弯关键用以夹角大的薄壁管材,对小半经钣金折弯束手无策,为此获得更强的应用难题。
在用以弯管加工的工艺流程中,在四柱液压机上应用磨具弯精轧管,弯管加工是由于磨具调节简易,生产制造率,一般 在生产制造中普遍应用,如含有平行线段的管材或弯管加工商务舱,弯管加工很普遍,不一样制造行业的主要用途不一样,但不了解弯管加工的操作方法,并掌握到此主要用途的一些常见主要用途,一些管路应用多种多样弯头,如船只用管路和输油管及其小汽车的运用等。
因为弧型弯头比其他类型的弯头中,弯管加工以具备大量优势,各种各样原材料在弧型弯头中运作更畅顺,与管路内壁的小冲击性相对性匀称,在应用弯头时,不必十分明显地挤压成型,弯头因而应用全过程中不可以碰水,要在自然环境较为干躁的地域应用。
怎样掌握到数控弯管机生产加工技术性的必要性规定、如今的弯头是现阶段常见的连接头方式 ,依据弯管种类,能够 分成手动式弯管和弯管加工生产厂家,伴随着工业产业链的提高,传统式的生产加工中弯管技术性也在迅速发展趋势,一些客户规定因而的弯管加工厂,开展一些弯管加工的难题,有时候大家让因而做防腐蚀解决,这非常简单,因而加工厂做防腐蚀解决比去施工工地做防腐蚀解决非常容易得多,加工厂的占地面积很广,資源也很丰富多彩。
怎样掌握到数控弯管机生产加工技术性的必要性规定
现如今的轧辊钣金折弯是弯管加工全过程中,较为普遍的钣金折弯生产加工方式 ,此外好几个是以主动轮,滚弯方式 和原理基本一致,仅仅用以滚管的滚辊,以具备与管截面外观设计相符合的工作中表层,钣金折弯时,仅变动主滚子轴承和滚子轴承中间的间距,就可以获得各种各样夹角的钣金折弯,此方式 特别是在适用曲线图环或螺旋式线形管材,翻转钣金折弯关键用以夹角大的薄壁管材,对小半经钣金折弯束手无策,为此获得更强的应用难题。
在用以弯管加工的工艺流程中,在四柱液压机上应用磨具弯精轧管,弯管加工是由于磨具调节简易,生产制造率,一般 在生产制造中普遍应用,如含有平行线段的管材或弯管加工商务舱,弯管加工很普遍,不一样制造行业的主要用途不一样,但不了解弯管加工的操作方法,并掌握到此主要用途的一些常见主要用途,一些管路应用多种多样弯头,如船只用管路和输油管及其小汽车的运用等。
因为弧型弯头比其他类型的弯头中,弯管加工以具备大量优势,各种各样原材料在弧型弯头中运作更畅顺,与管路内壁的小冲击性相对性匀称,在应用弯头时,不必十分明显地挤压成型,弯头因而应用全过程中不可以碰水,要在自然环境较为干躁的地域应用。
 根据弯管的制造方法,弯管可分为煨制弯管、冲压弯管和焊接弯管。煨制弯管可分为冷煨弯管和热煨弯管,弯管是改变管道方向的管件,弯管可在管道和横梁的入口处使用。
煨制弯头具有良好的膨胀性、高耐压性和低阻力的优点,因此,它常应用于建筑中。弯头的主要形式有:U形弯头、弯头、前后弯曲和弧形弯头等,前弯和后弯是一种带有两个角的装置,弯曲实验前后的中心线位置之间的距离,称为弯曲实验前后的高度,用h表示。当加热室垂直于由主管和分支管连接的散热器时,它不与同一连接器上的表面接触。U形管是一种正半圆形状的管件,圆管两端中心线之间的距离d是弯曲半径的两倍。U形管可以代替两个90°弯曲,大致是圆形机翼,连接两个垂直布置的散热器。弧形弯管是一种具有以下不同弯曲角度的管件,中角为90°,侧角为135°,弧形弯管是用来绕过其他一些系统的管道,这些管道通常用于管道材料提供热水和冷水时。弯管的大小取决于弯管的直径、弯曲角和弯曲半径,根据实际施工现场和施工图确定弯角,然后使用模板,根据模板的检弯角度确定管的弯曲角,以满足要求。
异形弯管的加工工艺不同于厚壁弯管,由于中国市场发展需求的不同,管道和其他产品的设计也是多样化的。如果一个产品不能满足市场需求,就会出现异形的弯曲,根据所设计的异形弯管直径,将异形弯管分为一次冲压成形和多次冲压成形,异形弯管缩孔成形工艺是将等于不同直径管材直径的毛坯放入成形模中,通过沿毛坯轴向目标挤压,沿模腔形成和缩短金属。
扩径过程主要针对不同直径的直径偏差,不易收缩,有时根据材料和产品成型的需要,将膨胀和收缩结合起来操作,然而,如果没有冲压工艺,材料消耗较少,而且没有其他加热设备正在形成厚的弯曲切屑。因此,厚壁弯管冲压是一种节材节能的加工技术,另外,冲压件的成本相对较低,使用这种方法的人也较多,在厚壁弯曲管的冲压成形中,一般不会影响冲压件的表面质量。模具保证了冲压件的尺寸和形状精度,该模具寿命长,冲压质量稳定,互换性好,易于机械化和自动化。
根据弯管的制造方法,弯管可分为煨制弯管、冲压弯管和焊接弯管。煨制弯管可分为冷煨弯管和热煨弯管,弯管是改变管道方向的管件,弯管可在管道和横梁的入口处使用。
煨制弯头具有良好的膨胀性、高耐压性和低阻力的优点,因此,它常应用于建筑中。弯头的主要形式有:U形弯头、弯头、前后弯曲和弧形弯头等,前弯和后弯是一种带有两个角的装置,弯曲实验前后的中心线位置之间的距离,称为弯曲实验前后的高度,用h表示。当加热室垂直于由主管和分支管连接的散热器时,它不与同一连接器上的表面接触。U形管是一种正半圆形状的管件,圆管两端中心线之间的距离d是弯曲半径的两倍。U形管可以代替两个90°弯曲,大致是圆形机翼,连接两个垂直布置的散热器。弧形弯管是一种具有以下不同弯曲角度的管件,中角为90°,侧角为135°,弧形弯管是用来绕过其他一些系统的管道,这些管道通常用于管道材料提供热水和冷水时。弯管的大小取决于弯管的直径、弯曲角和弯曲半径,根据实际施工现场和施工图确定弯角,然后使用模板,根据模板的检弯角度确定管的弯曲角,以满足要求。
异形弯管的加工工艺不同于厚壁弯管,由于中国市场发展需求的不同,管道和其他产品的设计也是多样化的。如果一个产品不能满足市场需求,就会出现异形的弯曲,根据所设计的异形弯管直径,将异形弯管分为一次冲压成形和多次冲压成形,异形弯管缩孔成形工艺是将等于不同直径管材直径的毛坯放入成形模中,通过沿毛坯轴向目标挤压,沿模腔形成和缩短金属。
扩径过程主要针对不同直径的直径偏差,不易收缩,有时根据材料和产品成型的需要,将膨胀和收缩结合起来操作,然而,如果没有冲压工艺,材料消耗较少,而且没有其他加热设备正在形成厚的弯曲切屑。因此,厚壁弯管冲压是一种节材节能的加工技术,另外,冲压件的成本相对较低,使用这种方法的人也较多,在厚壁弯曲管的冲压成形中,一般不会影响冲压件的表面质量。模具保证了冲压件的尺寸和形状精度,该模具寿命长,冲压质量稳定,互换性好,易于机械化和自动化。