

想要更直观地感受珩磨管【航磨管】源厂直销产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:珩磨管【航磨管】源厂直销的图文介绍


江西珩磨管油缸管绗磨管珩磨齿轮是由基体加上磨料来构成的。使用它进行珩磨,主要是为了清理材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意以下几点:
1、对于设备的行程应不超过珩磨时的宽度范围,否则的话,那么就有可能会严重损坏珩磨齿轮。
2、在珩磨量的控制上,应将其数值控制在合理的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。
3、珩磨齿轮的材质,由于比较脆,所以是严禁敲打的,以免使其损坏而不能使用了。
关于如何提高珩磨管表面的光洁度这个问题,想要达到目标其实不难,因为可以从珩磨工艺上入手,进而来实现。进一步将,选择适合的珩磨油石,并控制好粗糙度,使其在正常允许范围内,那么就能达到上述要求了。不过,在某些情况下,还是要注意一下珩磨管所用材质,以及材料硬度如何,以便可以综合考虑,以免出现问题。



江西珩磨管油缸管绗磨管油缸管结构及技术要求介绍油缸管结构及技术要求介绍1、 结构分析:1、 φ50mm×770mm本身的圆度公差为0.005mm。2、左端M39×2-6g螺纹精密油缸钢管φ50mm中心线同轴度公差为φ0.05mm。3.1:20锥轴与精密油缸钢管φ50mm中心线的同轴度公差为φ0.02mm。4.1:20锥面本身的圆跳动公差为0.005mm。5.1:20锥面着色检查,接触面积不小于80%。5、 φ50mm×770mm表面氮化,氮化层深度0.2~0.3mm,表面硬度62~65hrc。2、 技术要求分析:1、油缸管采用45#钢制作,表面镀铬,φ50mm×770mm部分经调质处理。表面渗氮后,芯部硬度为28~32hrc,表面渗氮层深度为0.2~0.3mm,表面硬度为62~65hrc。这样,精密油缸钢管不仅具有一定的韧性,而且具有良好的耐磨性。2、油缸管正常使用时承受交变载荷,φ50mm×770mm处密封该设备来回摩擦其表面,因此需要高硬度和珩磨管

江西企业旺旺珩磨管绗磨管油缸管如何给珩磨管设置定压1、脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面积小,接触压力大,孔壁的凸出部分快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。2、破碎切削阶段,随着珩磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率降低。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也小。因此,油石磨粒脱落少,此时磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 负荷大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,细的切屑堆积于油石与孔壁之间不易排除,造成油石堵塞,变得光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石完全失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。


江西企业旺旺珩磨管绗磨管油缸管但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。从上述分析可见,珩磨管的装配间隙对油缸质量至关重要,而装配间隙应以支承衬套来调整,才能符合实际要求而达到理想的作业效果。再来说到的是珩磨管支承衬套所用的材料,通常来说有尼龙和聚甲醛两种,前者的强度、刚性、耐热性以及成型工艺性都较好,但吸水性和收缩率较大,尺寸稳定性差,还会受受温度影响;而后者具有良好的综合性能,包括抗拉强度、冲击韧性、刚度、疲劳强度、抗蠕变性能和尺寸稳定性等等,但就是加热易分解,成型困难。根据对上述两种材料的特性分析可知,油缸的工作温度才是确定选用何种材料作支承衬套的关键所在,一般工作温度下使用尼龙就可以了,但对于要在高温下工作的油缸来说,聚甲醛作为珩磨管的支承衬套才是理想选择。



安达液压机械有限公司位于辽河路燕山路交叉口南500米东首,是一家专门从事 江西液压油缸管报价的专业性公司.公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。 我们秉承的理念是:质量是一种习惯,共创价值,是我们不变的选择。在各种产业的生态系统中,我们视上下游企业为合作伙伴,重视缔结良性互动的产业价值链;我们与同行企业有序竞争、友好合作,我们坚信,为我们的合作者继续创造z u i大的价值是我们的责任也是我们存在的理由。



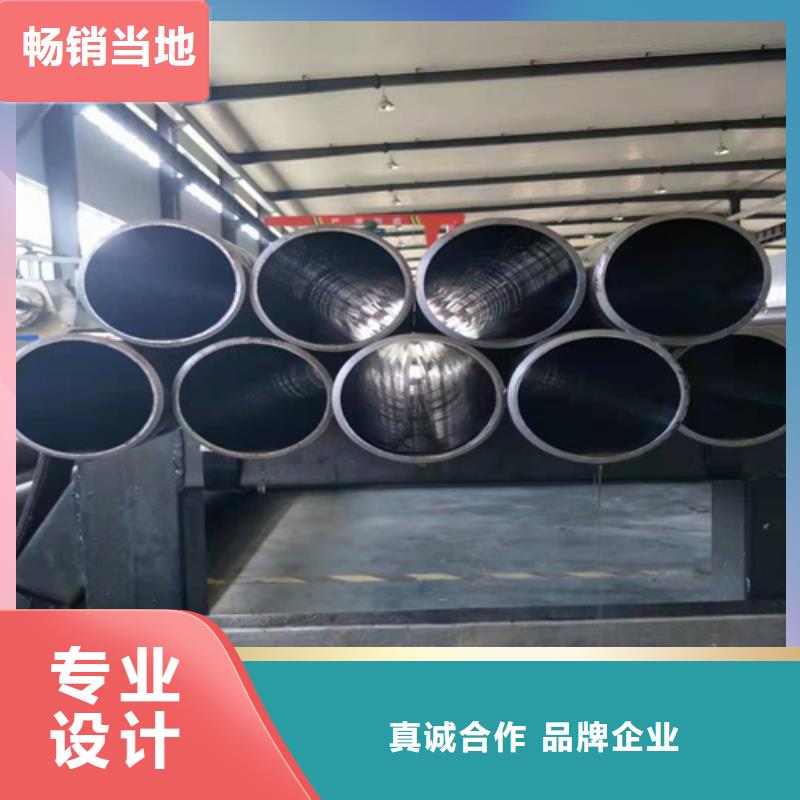
江西企业旺旺珩磨管绗磨管油缸管珩磨管是选用精密无缝钢管制造机械结构或液压设备等,精密钢管通过冷拔或冷轧处理后的一种高精密的无缝钢管。由于珩磨管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压产品。珩磨管的敷设排列和走向应整齐一致,层次分明,尽量采用水平或垂直布管,水平管道的不平行度应≤2/1000;垂直管道的不垂直度应≤2/400。用水平仪检测。较长的管道必须考虑有效措施以防止温度变化使管子伸缩而引起的应力。直径50mm以上的珩磨管一般应采用机械加工方法切割。如用气割,则必须用机械加工方法车去因气割形成的组织变化部分,同时可车出焊接坡口。除回油管外,压力由管道不允许用滚轮式挤压切割器切割,切割表面必须平整,去除毛刺、氧化皮、熔渣等。


