





有几种设计准则中包括了304和316不锈钢。因为"双相"不锈钢2205已把良好的耐大气腐蚀性能和高抗拉强度及弹限强度融为一体,所以,欧洲准则中也包括了这种钢。产品形状实际上,不锈钢是以全标准的金属形状和尺寸生产制造的,而且还有许多特殊形状。
不锈钢复合管在表面进行生产的时候对于表面的处理也是比较多的,比如说是焊接,冶炼,喷漆等,对于原材料的要求也是比较多的,这样的话不锈钢复合管在表面处理的时候就要多费一些功夫了,另外对于它的化学性能和常见的力学的性能的要求都是比较高的。
不锈钢复合管的用处是非常大的,它几乎是在各个行业中都是在不断地进行发展起来的,它的各种的应用成为了建设中一道亮丽地风景线,使用的范围和过程也是很大的。不锈钢复合管的力学性能应符合基层材料相应标准的规定,当基层材料选用深冲拉延钢时,力学性能应符合表4的规定。
在弯曲部分的外侧允许产生裂纹,复合界面不允许分层。基层为其他钢时,冷轧复合薄不锈钢复合管的力学性能按基层牌相应标准的规定执行。α为复合钢板总厚度。不锈钢复合管标准中没有弯曲试验规定时,可不做弯曲试验;如需求方要求做时,弯曲直径d=4α。
对称型复合钢板任做一个弯曲试验、非对称型复合钢板进行冷弯试验时,复层厚度大的面在外侧。不锈钢复合管焊接接头设计必须考虑便于分别对基层、复层及过渡层焊接施工和避免或焊接焊道时被稀释的问题。不锈钢复合钢板、铜及铜合金复合钢板对接接头的常用坡口形式。
鑫方达全体员工自2003年从事工程制作、施工以来,积累了许多施工和经验,能在短期内,高质、的完成各种工程,现引进项目管理和市场研发应用能力,从事不锈钢复合管护栏/碳素钢复合管大型道桥栏杆设计、生产、制作、安装。



鑫方达金属制品有限公司还拥有一支经验丰富的 云南玉溪热镀锌立柱队伍,可以为您生产、承做质量合格的 云南玉溪热镀锌立柱,我司以过去成功的经验和不断进步的 云南玉溪热镀锌立柱技术,以保障产品的成功应用,用较小的代价获得理想的效果。我司在行业内拥有多年经验,通过持续稳定的技术和完善的服务,在多个行业得到了客户的对 云南玉溪热镀锌立柱效果以及贴心服务的一致好评。我司坚持使其去适应客户及终端用户不断变化的求,并不断拓宽关键词]应用范围。



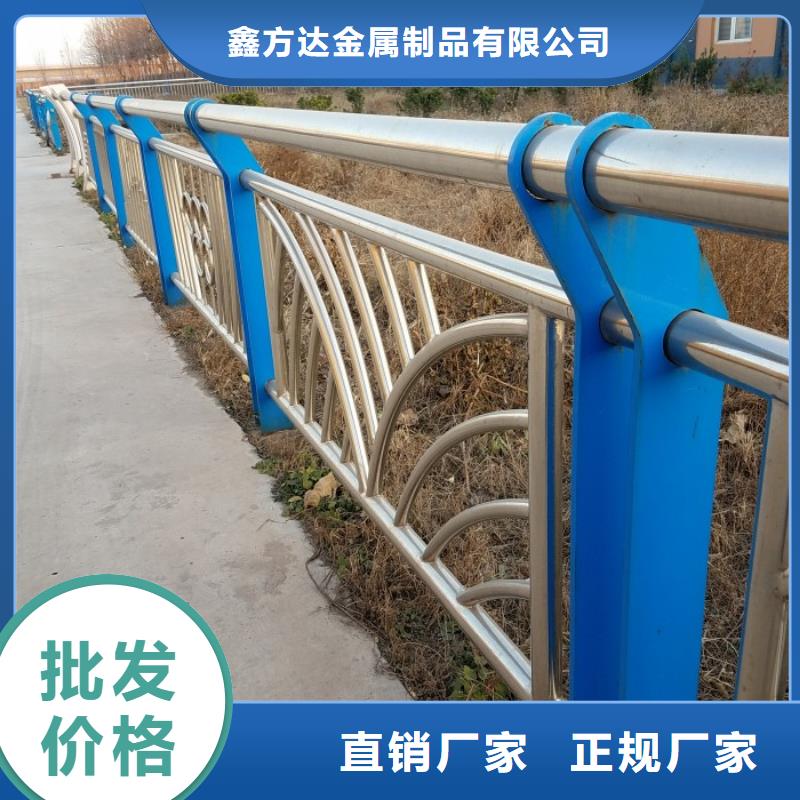
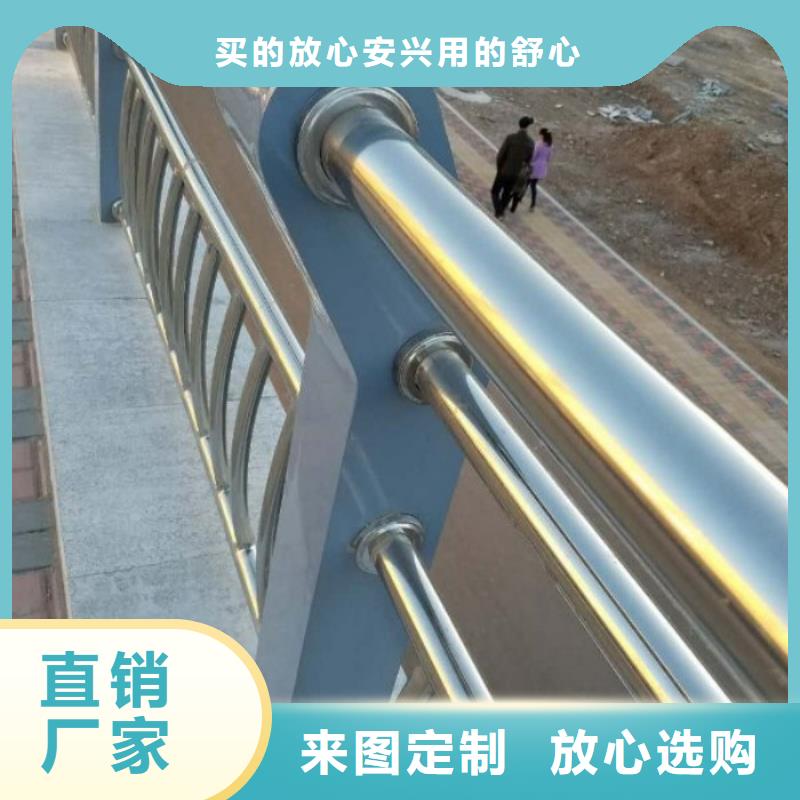
不锈钢复合管护栏/碳素钢复合管(简称不锈钢复合管)产品系列兼具不锈钢卓越美观的华丽外表,抗腐蚀性能和碳素钢结构强度大的诸多突出优点,与纯不锈钢管相比,节约了成本,增加了强度,是纯不锈钢管、不锈钢结构装饰管的升级换代产品。
内衬不锈钢复合管产品系列具有防锈耐腐蚀性好、耐热耐寒、冷热两用、结合强度高、通径大、阻力小、经久耐用,可弯曲、焊接、螺纹(丝口)、法兰、沟槽(卡箍)连接、良好的机械、加工、安装性能,广泛应用于冷热水输送?。
防撞护栏厂家的它的防潮性和运用寿命有必定的联系。防撞护栏厂家的资料都有采纳防潮的,一般的空气湿度对它没有许多的影响,能够放心运用。假如下雨之后,要擦干防撞护栏厂家上的雨水,假如有大雾,也要把防撞护栏厂家上的水珠擦洗洁净。
这些防撞护栏厂家长时间在露天环境下运用,风吹日晒的,必定会对它的运用寿命产生影响,所以咱们在出产这些防撞护栏厂家的时分,就要注重去它外表的防腐功能要求,一起在运用的时分,要常常做好它的清洁保养作业,只要这样,才干延伸这些防撞护栏厂家的运用寿命,为咱们路途的通行带来愈加的保证。


不锈钢复合管护栏道路护栏知识内衬不锈钢复合管常见的安装的步骤1.切断:使用手锯、高速砂轮切断或先用管子切割器切割至三分之一钢管壁厚出,再用手锯将管锯开。切忌用切割器将管子切断,以免内衬不锈钢分离脱落。2.加工螺纹,使用套丝机、车床或手动管子铰钣加工管端螺纹,螺纹长度为规定长度。
3.修整:用工具(如锉刀、扩口器)去掉管端毛刺并修整端口。4.连接:复合管连接方法与普通镀锌管基本相同,用钳或其它工具连,大口径管道也可以采用沟槽或法兰连接。焊接的步骤供大家进行参考:1、不锈钢复合管焊条凡间有钛钙型和低氢型两种。
焊接电流尽能够采用直流电源,有利于克制焊条发红和熔深浅。钛钙型药皮的焊条不合适做全地位焊接,只适合平焊和平角焊;低氢型药皮的焊条可做全地位焊接。2、不锈钢复合管焊条在运用时应坚持枯燥。为避免发生裂纹、凹坑、气孔等缺陷,钛钙型药皮焊前经150-250℃烘干1h,低氢型药皮焊前经200-300℃烘干1h。
不克不及屡次反复烘干,不然药皮易零落。3、焊口清算洁净,还避免焊条沾上油及其它脏物,以免添加焊缝含碳量并影响焊接质量。4、为避免加热而发生晶间侵蚀,焊接电流不宜过大,普通应比碳钢焊条低20%左右,电弧不要过长,层间快冷,以窄道焊为宜。
5、应尽量采用短弧焊接,弧长普通2-3mm,电弧过长易发生热裂纹。6、运条:应采用短弧疾速焊,普通不答应横向摆动,其目标是削减不锈钢复合管焊接热量和热影响区宽度,进步焊缝抗晶间侵蚀才能和削减热裂纹的倾向。7、不锈钢复合管的焊策应稳重选用焊条,避免焊条选用欠妥呈现热裂纹或高温热处置后惹起σ相析出,使金属脆化。


