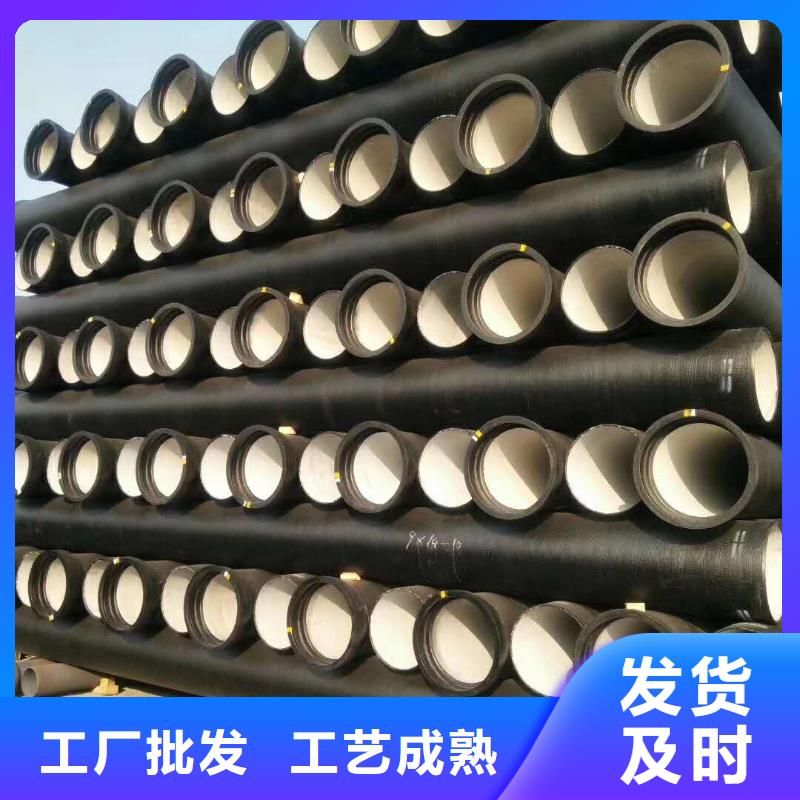







球墨管企业发展来讲,有很多因素可以决定着企业的发展情况,例如球墨管品牌策略,品牌效应或者是说企业在客户心中的知名度。球墨管企业的文化也是非常重要的,文化决定着企业到底能在一个怎样的高度。在水冷金属型离心浇注的 紧固螺栓,使胶圈均匀受力,螺栓紧固不得一次到位,要逐个逐次逐渐均匀紧固。球墨铸铁管中裂纹缺陷占废品总量的4 %~10 % 尤其是对DN30 0mm以下铸管较为明显。裂纹的存在造成管体打压渗漏严重者管体断裂影响铸管的成材率和使用性能。在插口端先套入法兰压盖,再套入胶圈,胶圈边缘与安装线对齐。 将插口端插入承口内,为保持橡胶圈在承口内深度相同,在推进过程中,尽量保证插入管的轴线与承口轴线在同一直线上。

浸涂时使泡沫塑料模样变湿,降低了刚度,烘干后产生变形,造成了后来用铝制或聚氯乙烯定型环的方法得到了解决,即在涂料前将定型环放入承插口内径,在 次涂料烘干后,消失模的刚度明显增加再涂第二次涂料,即可变形。用消失模工艺铸出的球墨铸铁管件与砂型相比外观质量有明显的提高,球墨铸铁管件易变形。造成变形主要在制模、涂料、填砂造型等工序上。致使管件几何尺寸不符合标准尺寸。对于大口径球墨铸铁管件更容易产生变形。所以采用树脂砂圆环支持的办法解决变形或组合采用内加支撑环,外部加入支撑钢带的复合措施来防止。消失模所用的涂料是水基涂料,但也出现了一些意想不到的缺陷,现将这些缺陷形成的原因及克服的方法介绍如下。
球墨铸铁管件在砂箱中可以有不同的放置位置,可采用底注式、侧注式、顶注式、阶梯式等不同的浇注方式,这些浇注方式各有各的特点。浇注系统的设置要考虑到模样在砂箱中摆放的形态,原则是便于填砂紧实,形成合适的凝固方式,本着方便金属液充型和热解产物顺利排出,防止铸型溃散塌箱及粘砂、变形等缺陷,有利于造型时填充型砂。我们根据球墨铸铁管件的结构特点和多年现场生产经验,分别设计了几种浇注系统方案,我们根据管件在砂箱中的具体状态来确定浇注形式:一般采用阶梯式、中注式或顶注式。横浇道和内浇道在球墨铸铁管件管体内壁或承口(或法兰)端面;直浇道设在横浇道的交叉处。直浇道:横浇道:内浇道=1:(4-6
一般气孔内壁光滑,而此类缺陷内壁含有碳黑状物质,呈蜂窝状,成片聚集,经分析认为此缺陷是在铁液充型过程中部分泡沫塑料包裹在铁液中未能排出,待铁液凝固后所形成。应从合理设计浇注系统,使铁液顺畅充型来避免,当形状复杂时,可在形成缺陷处设置排气冒口。 
挤压工模具的材质应能承受工作时在高压下温度的急剧变化,周期性的加热到高温,随后又快速地冷却和负荷冲击性下降的工况条件。
我们采用糙率系数n对不同管道的水力学性能进行对比分析。在过流量、管道坡度一定的情况下,糙率系数n越大,相应的管道直径也越大。不同类型管道的糙率系数见下表。球墨铸铁管价格往往由于工模具的结构考虑得不够周密,以及全套工模具装配不当,导致工模具过早损坏,从而将大大增加产品的成本。尤其是挤压不锈钢和高镍合金的管材和型材时,无论是温度制度方面,还是在坯料形变时的应力承受方面,挤压工模具的工况条件都是其严酷的,具体来说(1)挤压工模具不同的工况条件对其材质、热处理以及结构形状都提出了不同的要求。