


航萧管件
批发云浮弯管
 弯管机购买需要了解以下方面的因素
弯管机科技重大专项要重点开发航空航天、船舶、汽车制造、发电设备制造等需要的数控机床弯管机设备与数控弯管机机床,“逐步提高我国数控机床与基础制造成套装备的自主开发能力,满足国内主要行业对制造装备的基本需求”。作为重点扶持工业之一,近年来,政府已投入大量资金用于航空航天业大型客机的研发。这些研发是方方面面的,我们抽出与弯管机模具有关的方面来分析,着重研讨结构件材料的使用。 那么在购买弯管机时我们需要考虑哪些方面的因素呢?下面由江阴宏业机械的专业为大家介绍一下:
一、弯管机工件的因素。在要这种专业的模具和弯管机之前,必须要对于加工的工件进行很好的考虑,在这上面,吨数小、体积小是为根本的要求,同时再保证率,当然,也要结合工件的尺寸,如果工件的尺寸过大,自己购买工作台过小也不能工作,所以首先应该以工作来进行考虑,但是在这方面的应用也有区别,有些是专业的工件加工,则要把弯管机和模具的适应性相对提高,即是自己一次性成本投入之后,之后在其他的工件上面仍然可以接着使用。
二、节省材料的因素。它的主要工作也就是把材料变成所要使用的零件,但是在使用材料的过程中,有些弯管机和弯管机刀具大使用的时候很费料,这样也就加大了成本,而有些在使用过程中,能够达到材料的节省性,所以这方面的因素也必须要考虑在内。
三、操作性因素。因为对于弯管机的操作性能也关乎到生产的人力和技术的投入,而在这方面投入的同时,自然也就加大了投入的成本,目前在操作上面有很多个不同的分类,所以如果是专业的加工,或者大量的工件加工,还是应该考虑购买一个容易控制的弯管机,因为在它工作的同时,减少了人员控制的数量和技术投入的含量,自然也就减少了生产的成本。
张家港市和力机械制造有限公司是专业制造及销售弯管机、蛇形管流水线和其他液压机的民营企业。公司集中了具有丰富弯管设备设计、制造经验和弯管工艺经验的专业人才,专门从事弯管设备的设计和制造。现每年生产及销售弯管机和其他液压机一百多台套。公司的宗旨是“客户,用户至上”,向客户提供高质量的产品,用我们积累的弯管经验尽力配合客户制作出合适的弯管工艺,向客户提供优质的售后服务。展望未来,宏业机械热忱期望与您精诚合作,共创伟业。
弯管机购买需要了解以下方面的因素
弯管机科技重大专项要重点开发航空航天、船舶、汽车制造、发电设备制造等需要的数控机床弯管机设备与数控弯管机机床,“逐步提高我国数控机床与基础制造成套装备的自主开发能力,满足国内主要行业对制造装备的基本需求”。作为重点扶持工业之一,近年来,政府已投入大量资金用于航空航天业大型客机的研发。这些研发是方方面面的,我们抽出与弯管机模具有关的方面来分析,着重研讨结构件材料的使用。 那么在购买弯管机时我们需要考虑哪些方面的因素呢?下面由江阴宏业机械的专业为大家介绍一下:
一、弯管机工件的因素。在要这种专业的模具和弯管机之前,必须要对于加工的工件进行很好的考虑,在这上面,吨数小、体积小是为根本的要求,同时再保证率,当然,也要结合工件的尺寸,如果工件的尺寸过大,自己购买工作台过小也不能工作,所以首先应该以工作来进行考虑,但是在这方面的应用也有区别,有些是专业的工件加工,则要把弯管机和模具的适应性相对提高,即是自己一次性成本投入之后,之后在其他的工件上面仍然可以接着使用。
二、节省材料的因素。它的主要工作也就是把材料变成所要使用的零件,但是在使用材料的过程中,有些弯管机和弯管机刀具大使用的时候很费料,这样也就加大了成本,而有些在使用过程中,能够达到材料的节省性,所以这方面的因素也必须要考虑在内。
三、操作性因素。因为对于弯管机的操作性能也关乎到生产的人力和技术的投入,而在这方面投入的同时,自然也就加大了投入的成本,目前在操作上面有很多个不同的分类,所以如果是专业的加工,或者大量的工件加工,还是应该考虑购买一个容易控制的弯管机,因为在它工作的同时,减少了人员控制的数量和技术投入的含量,自然也就减少了生产的成本。
张家港市和力机械制造有限公司是专业制造及销售弯管机、蛇形管流水线和其他液压机的民营企业。公司集中了具有丰富弯管设备设计、制造经验和弯管工艺经验的专业人才,专门从事弯管设备的设计和制造。现每年生产及销售弯管机和其他液压机一百多台套。公司的宗旨是“客户,用户至上”,向客户提供高质量的产品,用我们积累的弯管经验尽力配合客户制作出合适的弯管工艺,向客户提供优质的售后服务。展望未来,宏业机械热忱期望与您精诚合作,共创伟业。

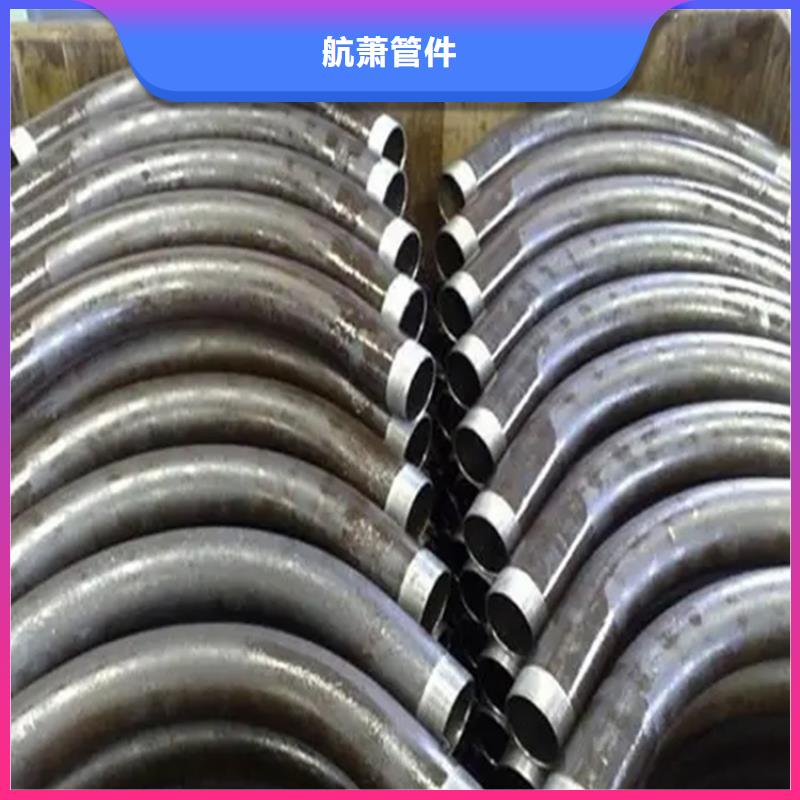
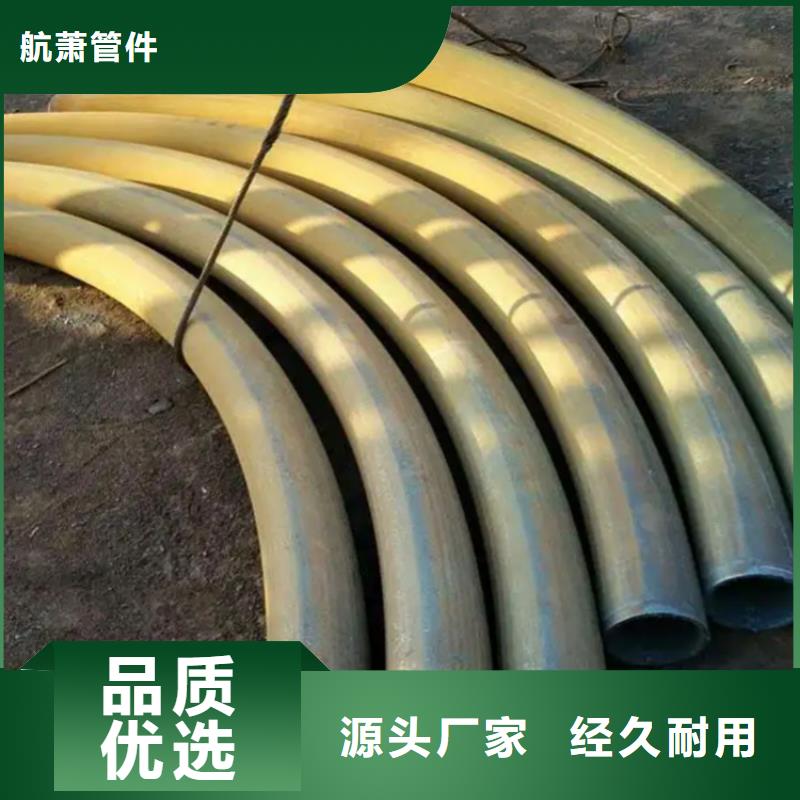
 你是否知道弯管的这个知识弯管是改变管道方向的管件,在管道交叉,转弯和绕梁等地方都可以看到弯管,煨制弯管具有柔韧性好,耐高压,低阻力的优点。因此,它经常在建筑中使用。
弯管的主要形式是:各种角度的弯管,U形管,来回弯(或称乙字弯)和弧形弯管等,弯管是具有任意弯曲角度的管件,在弯管时使用。弯管的弯曲半径用R表示,当R越大,管道的弯曲部分越大,弯曲越平滑;当R较小时,管的弯曲部分较小,并且弯曲较锐利。
来回弯的管子的弯曲末端的中心线之间的距离称为来回弯曲的高度,用字母h表示,来回弯是具有两个弯曲角度(通常为135°)的管件。
U形管是一种半圆形的管件。管两端的中心线之间的距离d等于弯曲半径R的两倍,U形管可以代替两个90°弯头,通常用于连接两个圆形的翼形散热器。
弧形弯管是具有三个弯曲角度的管件,侧面角度为135°,中间角度通常为90°。弧形弯管用于绕过其他管道,而弧形弯管通常用于对带有冷热水供应的卫生设备进行管道输送。
弯管的尺寸由管径,弯曲角度和弯曲半径决定,根据图纸和施工现场的实际情况确定弯曲角度,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求,样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。弯管的弯曲半径应根据管道直径,设计要求和相关规定确定,它既不应该太大也不应该太小。由于弯曲半径太大,不仅要使用大量的材料,而且在管道的弯曲部分也要占用较大的面积,这会给管道的组装造成困难。如果选择的弯曲半径太小,则由于过度伸长而使弯管后面的管壁变薄,其强度降低,并且弯管的内管壁被压缩,形成褶皱状态。因此,一般规定,焊接弯管的弯曲半径应不小于管外径的1.5倍;冲压弯管的弯曲半径不应小于管道的外径;冷煨弯管的弯曲半径应不小于管外径的4倍;热煨弯管的弯曲半径应不小于管外径的3.5倍。
弯管时,一般规定管子弯曲后,管壁减薄率不得超过15%,这样的目的是为了使管子弯曲后不对原有的工作性能有过大改变。
航萧管件
你是否知道弯管的这个知识弯管是改变管道方向的管件,在管道交叉,转弯和绕梁等地方都可以看到弯管,煨制弯管具有柔韧性好,耐高压,低阻力的优点。因此,它经常在建筑中使用。
弯管的主要形式是:各种角度的弯管,U形管,来回弯(或称乙字弯)和弧形弯管等,弯管是具有任意弯曲角度的管件,在弯管时使用。弯管的弯曲半径用R表示,当R越大,管道的弯曲部分越大,弯曲越平滑;当R较小时,管的弯曲部分较小,并且弯曲较锐利。
来回弯的管子的弯曲末端的中心线之间的距离称为来回弯曲的高度,用字母h表示,来回弯是具有两个弯曲角度(通常为135°)的管件。
U形管是一种半圆形的管件。管两端的中心线之间的距离d等于弯曲半径R的两倍,U形管可以代替两个90°弯头,通常用于连接两个圆形的翼形散热器。
弧形弯管是具有三个弯曲角度的管件,侧面角度为135°,中间角度通常为90°。弧形弯管用于绕过其他管道,而弧形弯管通常用于对带有冷热水供应的卫生设备进行管道输送。
弯管的尺寸由管径,弯曲角度和弯曲半径决定,根据图纸和施工现场的实际情况确定弯曲角度,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求,样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。弯管的弯曲半径应根据管道直径,设计要求和相关规定确定,它既不应该太大也不应该太小。由于弯曲半径太大,不仅要使用大量的材料,而且在管道的弯曲部分也要占用较大的面积,这会给管道的组装造成困难。如果选择的弯曲半径太小,则由于过度伸长而使弯管后面的管壁变薄,其强度降低,并且弯管的内管壁被压缩,形成褶皱状态。因此,一般规定,焊接弯管的弯曲半径应不小于管外径的1.5倍;冲压弯管的弯曲半径不应小于管道的外径;冷煨弯管的弯曲半径应不小于管外径的4倍;热煨弯管的弯曲半径应不小于管外径的3.5倍。
弯管时,一般规定管子弯曲后,管壁减薄率不得超过15%,这样的目的是为了使管子弯曲后不对原有的工作性能有过大改变。
航萧管件

| 产品参数 | |
|---|---|
| 产品价格 | 100/吨 |
| 发货期限 | 5 |
| 供货总量 | 40 |
| 运费说明 | 协商 |
| 最小起订 | 1 |
| 质量等级 | 1 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 航萧管件 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 按图纸加工 |
| 产品型号 | 齐全 |
| 产品重量 | 10 |
| 适用领域 | 锅炉,桥梁,体育场 |
| 工作温度 | 10 |
