




主轴和排线均采用高精度伺服电机,控制系统采用具有极高运算能力的plc系统,具有自动运算、自动判别、误差修正等功能,由于采用了闭环控制,所以当出现排线失步等现象时设备可以自动修正,高分辨率的伺服电机可以保证在高低速时设备运转的稳定性,该机型的附件装置也是比较先进的,比如有辅助卸模装置,主动式张力放线架,电磁自动调节式张力器等,由于使用了大量的高新技术,所以价格要比cnc自动绕线机高不少,一般使用在对线圈参数有特定要求的场合。变压器绕线机是变压器在生产过程中重要的核心生产设备,它的绕线性能决定了变压器的电气特性能和线圈是否美观,目前变压器绕线机主要有三类:卧式绕线机、立式绕线机、自动绕线机它们分别使用在不同领域变压器的生产中。钢筋笼绕筋机
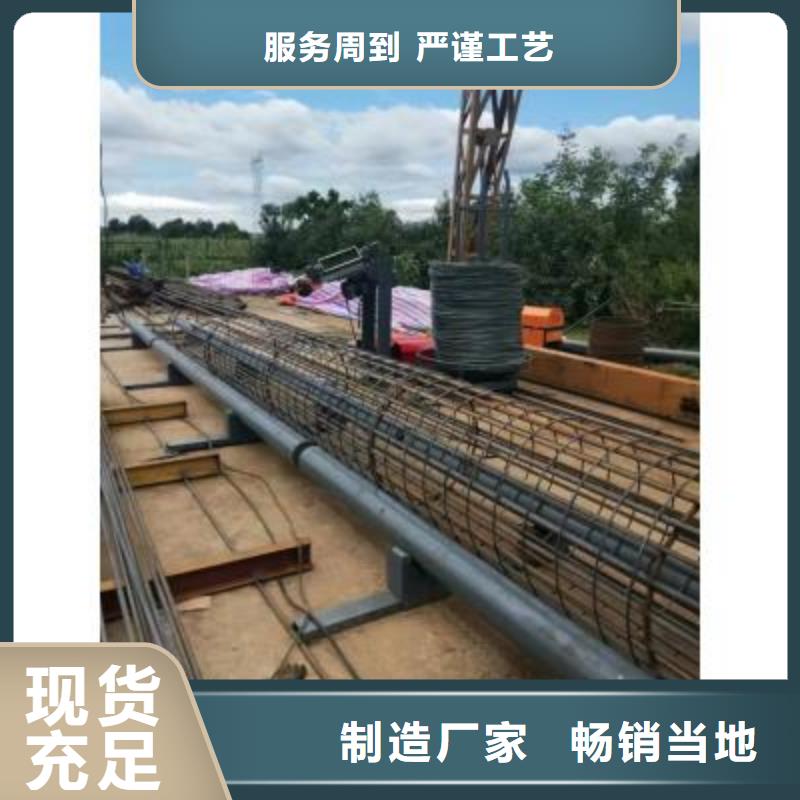
(钢筋笼的主筋通过人工穿过固定旋转盘相应模板圆孔至移动旋转盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定旋转盘及移动旋转盘转动把绕筋缠绕在主筋上(移动盘是一边旋转一边后移),同时进行焊接,从而形成产品钢筋笼---这就是钻孔灌注桩钢筋笼滚焊机即“钢筋笼成型机”的工作原理.是在PLC上设定间距参数,由PLC控制的,实际是二盘的转速和行走的速度决定的,只要转速及行走稳定,间距的稳定性就有保证,这方面从技术上不存在任何问题。
钢筋笼绕筋机2008年在国内市场推出的全自动钢筋笼滚焊机,结束了手工绑扎笼子的历史,并获得了 一级工法,目前在国内的重点工程中已普遍采用了这种作业方式。公司多个创新产品其技术含量和市场价值都非常高,为公司的发展奠定了坚实的基础。管理是公司 核心竞争力,管理的核心是人才,公司培养的管理人才层出不穷,在不同岗位上发挥了重要的作用,实行的现代企业管理模式,在企业管理上采用了OA、ERP、CRM、MERP等科学管理软件,促进了企业管理的现代化、科学化,以快的速度满足客户的需求。

2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。
3、为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,半自动钢筋笼滚焊机可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。
4、铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效。焊接时,将圆铜线不断地送到滚轮与板件之间,铜线呈原状连续输送,经过滚轮后又连续绕出且不会污染滚轮。
5、半自动钢筋笼滚焊机焊接波纹管和膜盒时,因零件薄,刚度小,焊接处窄,多采用辅助夹具滚焊。通常情况下,夹具采用铜合金制造,以保证良好的导电性及散热能力。钢筋笼绕筋机
 建贸机械设备有限公司
常德钢筋笼成型机图片
建贸机械设备有限公司
常德钢筋笼成型机图片

钢筋笼绕筋机钢筋笼滚焊机的分类
1、连续滚焊 连续滚焊时,工件在两滚 间连续移动(即滚盘连续旋转),焊接电流也连续通过工件。这种方法易使工件表面和熔核附近过热,电机磨损严重,焊缝易出现较深的压坑,因而很少使用。
2、断续滚焊 断续滚焊时,滚轮连续转动,工件连续移动,电流断续通过工件,形成的焊缝由彼此搭叠的熔核组成。由于电流断续通过,在休止时间内,滚轮和工件得以冷却,因而可以提高滚轮寿命,减小热影响区宽度和工件变形,获得较好的焊接质量,没有连续滚焊时的缺点。断续滚焊时,在熔核冷却时滚盘已离开焊接区,没有充分的锻压过程,熔核在压力减小的情况下结晶,很容易产生表面过热、缩孔和裂纹。
