


茂名精密六角管实体大厂 <茂名>金帝钢管
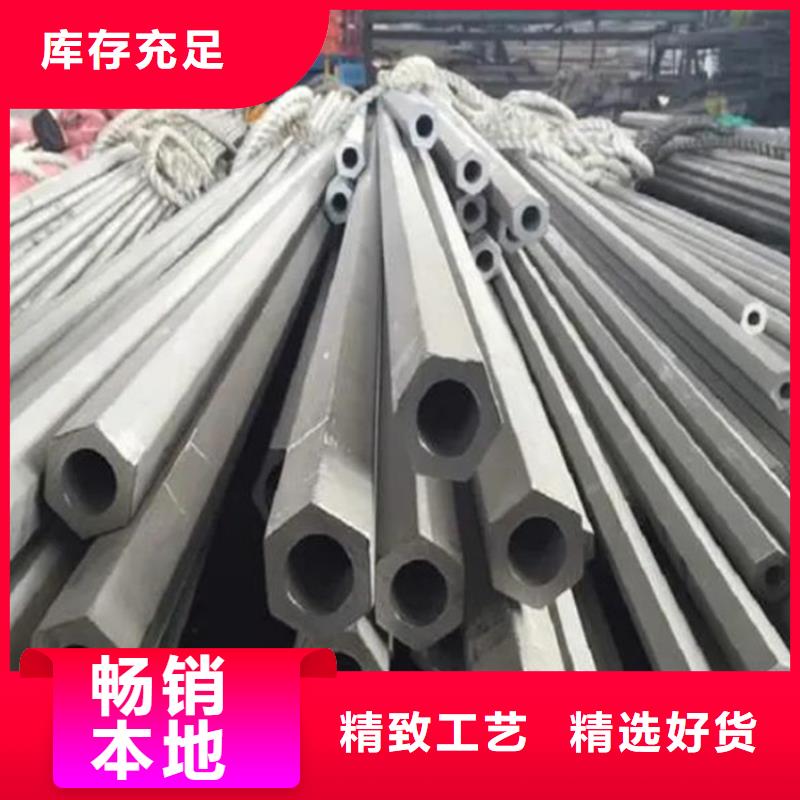
有很多人挑选六角管时并不是很高度重视其表面的难题,实际上表面难题针对它的应用也是有非常大的影响,会影响它之后的应用及使用寿命。 1、选料的品质 一般状况下,其表面会发生一点一点的小圆孔,这种小圆孔主要是因为原材料在生产过程中热扎造成的,零件的表面溫度一高,便会使零件造成出气孔,进而在零件表面留有许多的黑点。因而我们要挑选浸蚀水平小的管件,而且管件的内腔要尽可能结实,那样的热轧管生产加工起來才可以降低出气孔的造成, 六角钢管的生产制造品质。 2、六角钢管的样子 一般大家应用的六角钢管都较为细,这就造成造成的出气孔都是在管件的表面,我们可以管件的薄厚和直徑,进而降低出气孔的椎前,不容易发生在表面。 3、管件本身的缺点解决 其表面发生黑点、出气孔,与管件本身的缺点也是有关联,大家应当尽量减少管件本身产生的难题,尽可能对管件进一步生产加工解决,降低出气孔、黑点等缺点的造成, 管件的生产率和品质。


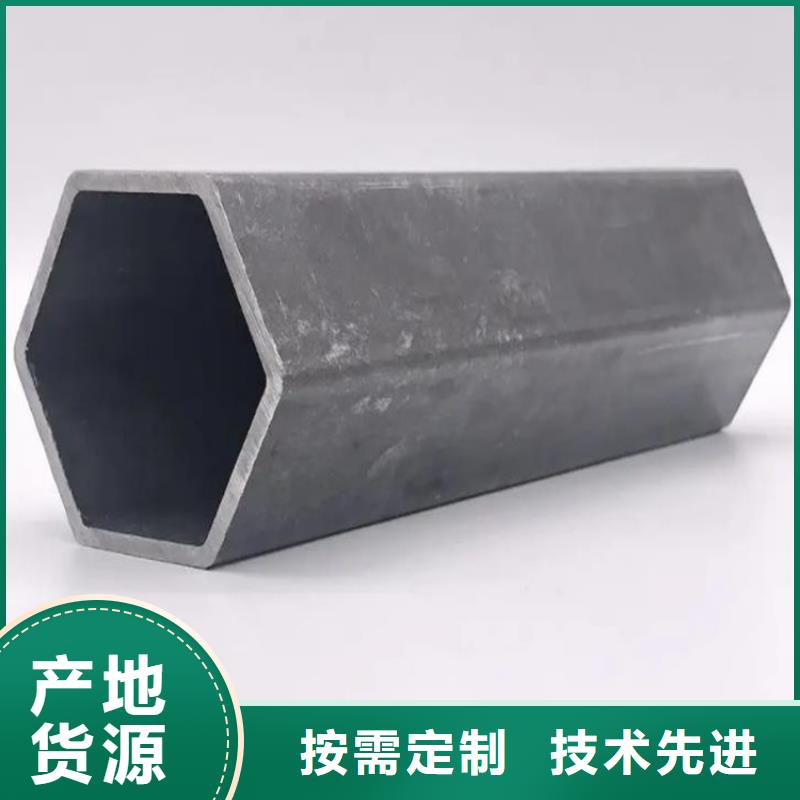
一般状况下,我们可以把扩径当作是六角管生产制造中,确保其生产加工质量的一个关键步骤。就现阶段的状况看来,其的制作工艺关键包含五个阶段。下边,大家就来简易的介绍一下。 1、一般状况下,是被称为基本整圆阶段。具体来讲得话,便是先把生产加工的管件扇型块开启,直到全部的六角钢管都可以触碰到无缝钢管内腔,这个时候,在其的步幅范畴内,无缝钢管内圆钢管中每个位置的半径大小基本上保持一致。 2、名內径阶段。简易详细介绍得话,这一部分的关键解决內容为:大家先从六角钢管的前端部位逐渐,慢慢减少其的运作速率,直到做到所设置的部位,这一部位便是大家规定的制成品管中圆上部位。 3、弹复赔偿阶段。这一加工工艺的关键目地是寻找所规定的在产生弹复前,六角钢管之直缝钢管内的圆上部位。

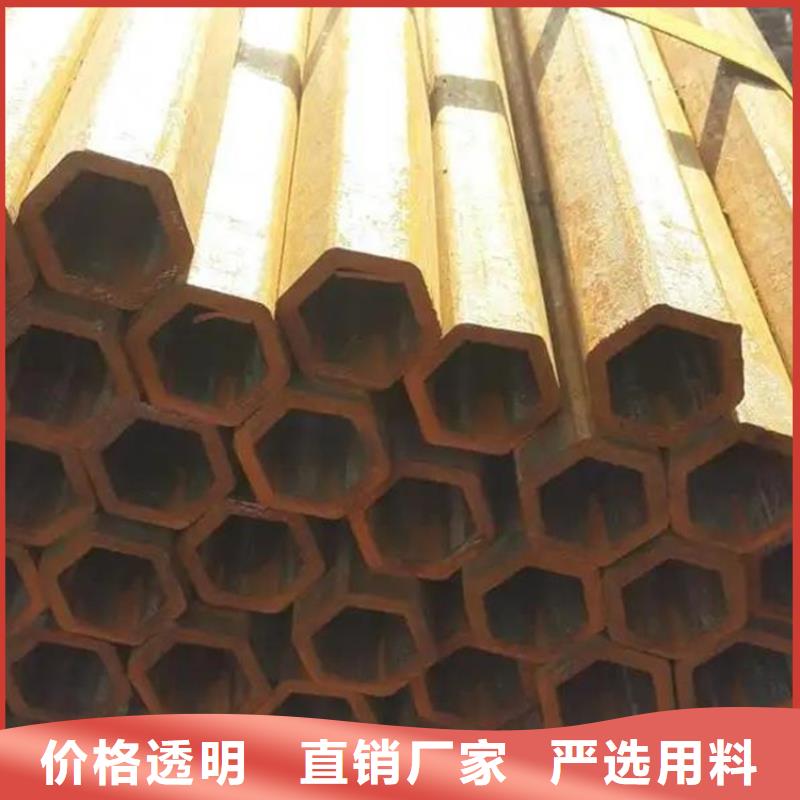
六角管的工艺流程基本上是钢材经过拉拔不仅可获得必要的规格尺寸同时由于加工硬化作用其力学性能也有所提高。六角钢的拉拔工艺流程为:原材料拉拔——退火——酸洗——挂灰——拉拔。必要时还可在拉拔后加校直工序。工艺参数这里主要介绍坯料直径即一次拉拔后六角钢拉拔前的圆钢直径。在液压机上直接压弯的工艺零件折弯后发现以下两方面的缺陷:一是零件偏移。因零件两端为夹角折弯压形时产生定位偏移使零件压形后在圆弧处小两端夹边处大的现象。二是零件两端尖处变形。在这里六角钢厂家,六角钢,临沂凤顺五金工具有限公司提出建议只要做到以下工艺就能够很好的解决上述问题:一是沿折弯浅割口。二是以边定位压弯。三是焊接割口焊缝打光。六角钢拉拔技术方面还是在实践中得来,只要经验多了,工艺技术自然就上去了。
 茂名精密六角管实体大厂
茂名精密六角管实体大厂


