

套丝机工作时先把要加工螺纹的管子放进管子卡盘撞击卡紧按下启动开关管子就随卡盘转动起来调节好板牙头上的板牙开口大小设定好丝口长短.然后顺时针扳动进刀手轮使板牙头上的板牙刀以恒力贴紧转动的管子的端部板牙刀就自动切削套丝同时冷却系统自动为板牙刀喷油冷却等丝口加工到预先设定的长度时板牙刀就会自动张开丝口加工结束.关闭电源撞开卡盘取出管子.套丝机还具有管子切断功能:把管子放入管子卡盘撞击卡紧启动开关放下进刀装置上的割刀架扳动进刀手轮使割刀架上的刀片移动至想要割断的长度点渐渐旋转割刀上的手柄使刀片挤压转动的管子管子转动4圈5圈后被刀片挤压切断.40钢筋套丝机在使用过程中应注意以下事项:1、40钢筋套丝机施工人员必须进行技术培训,经考核合格后方可持证上岗操作。2、40钢筋套丝机设备电源必须有漏电保护装置;本机必须有可靠的接地保护,防止漏电伤人;设备停用后应切断设备电源。3、40钢筋套丝机钢筋夹持在台钳上后必须将钢筋夹持紧。加工拐铁钢筋时,正对拐铁处严禁站人,以防因钢筋未夹紧而甩起**。加工中如有钢筋松动应立即停机并将钢筋再次夹紧。钢筋转动时不得用手抓握钢筋,禁止戴手套进行操作。4、40钢筋套丝机滚丝头滚到前限位后不停机时应立即切断电源,不要用手去阻止滚丝头转动。5、40钢筋套丝机滚丝头在运转过程中手不得触摸任何转动部件,如:滚丝头、胀刀触头等。6、设备维修必须有专门人员进行,不得私自进行维修、改装。7、设备在接通电源后不得用手触摸任何带电电器件,以防触电。不得让水等具有导电能力的物质进入电器箱。8、设备在移动及装卸时应平稳,以免倾翻伤人。绕筋机
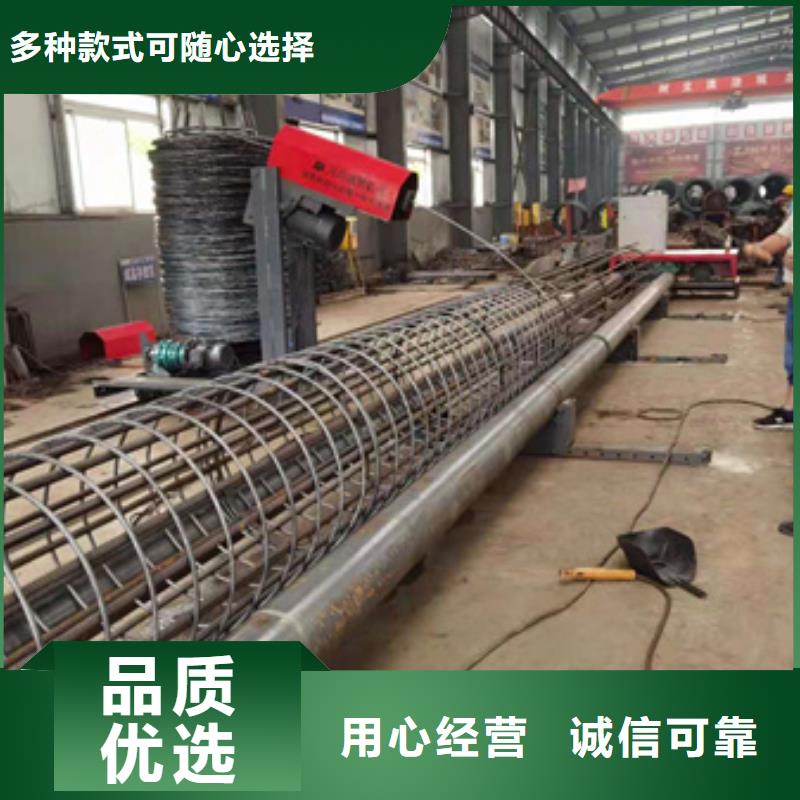
 传统制作钢筋笼 尺寸误差偏大;钢筋缠绕不紧,钢筋笼整体松散;内加强筋焊接产生热变形,从而导致钢 筋笼变形;特别是10mm以上绕筋较密时,人工更难保证质量。 传统制作钢筋笼 尺寸误差偏大;钢筋缠绕不紧,钢筋笼整体松散;内加强筋焊接产生热变形,从而导致钢 筋笼变形;特别是10mm以上绕筋较密时,人工更难保证质量。钢筋笼滚焊机技术参数:◆设备分1250MM、1500MM、2000MM、2500MM等型号,14M、18M、22M、27M四种规格;一次性可以成型14米(含错位部分)、18米、22M或7M的钢筋笼;◆设备分1250MM、1500MM、2000MM、2500MM等型号,14M、18M、22M、27M四种规格;一次性可以成型14米(含错位部分)、18米、22M或7M的钢筋笼;◆主筋Φ12~40mm,箍筋Φ5~16mm(盘筋直接作业),绕筋间距范围:50~450mm可任意调整;引进欧洲技术,生产效率是人工制作钢筋笼的3-4倍,设备操作工人只需要5-6人,做出来的笼子,间距均匀,焊点饱满、牢固,笼子不散架,基本实现监理。◆功率:1500型以下设备13KW(含上料机构),2000以上型号设备20KW;A.标准化制作钢筋笼间距均匀,精度高;机械旋转,盘筋与主筋缠绕紧密;先成型后加内加强筋,确保钢筋笼同心度。B.传统制作钢筋笼尺寸误差偏大;钢筋缠绕不紧,钢筋笼整体松散;内加强筋焊接产生热变形,从而导致钢筋笼变形;特别是10mm以上绕筋较密时,人工更难保证质量。C.相同条件下,绕筋机标准化制作钢筋笼是传统制作产量的3-4倍。D.相同任务量时,标准化制作可节省人工3/4。钢筋笼机械化加工场筹建指南:A.场地对于标准型设备,加工区占地面积至少30米x50米,地面需硬化平整;原材料区另计;成品笼子和钢筋原料的装卸需吊装设施;如设备加长,场地相应加长。A.场地对于标准型设备,加工区占地面积至少30米x50米,地面需硬化平整;原材料区另计;成品笼子和钢筋原料的装卸需吊装设施;如设备加长,场地相应加长。B.人员5-7人/班,工期紧时,可分两班。C.耗材CO2气体、焊丝、焊条等就近定点采购。D.机具除主设备滚焊机外,还需准备切断机1台、对焊机2台以上、连接设备1台以上。.电力全部机具总功率约50KW.
传统制作钢筋笼 尺寸误差偏大;钢筋缠绕不紧,钢筋笼整体松散;内加强筋焊接产生热变形,从而导致钢 筋笼变形;特别是10mm以上绕筋较密时,人工更难保证质量。 传统制作钢筋笼 尺寸误差偏大;钢筋缠绕不紧,钢筋笼整体松散;内加强筋焊接产生热变形,从而导致钢 筋笼变形;特别是10mm以上绕筋较密时,人工更难保证质量。钢筋笼滚焊机技术参数:◆设备分1250MM、1500MM、2000MM、2500MM等型号,14M、18M、22M、27M四种规格;一次性可以成型14米(含错位部分)、18米、22M或7M的钢筋笼;◆设备分1250MM、1500MM、2000MM、2500MM等型号,14M、18M、22M、27M四种规格;一次性可以成型14米(含错位部分)、18米、22M或7M的钢筋笼;◆主筋Φ12~40mm,箍筋Φ5~16mm(盘筋直接作业),绕筋间距范围:50~450mm可任意调整;引进欧洲技术,生产效率是人工制作钢筋笼的3-4倍,设备操作工人只需要5-6人,做出来的笼子,间距均匀,焊点饱满、牢固,笼子不散架,基本实现监理。◆功率:1500型以下设备13KW(含上料机构),2000以上型号设备20KW;A.标准化制作钢筋笼间距均匀,精度高;机械旋转,盘筋与主筋缠绕紧密;先成型后加内加强筋,确保钢筋笼同心度。B.传统制作钢筋笼尺寸误差偏大;钢筋缠绕不紧,钢筋笼整体松散;内加强筋焊接产生热变形,从而导致钢筋笼变形;特别是10mm以上绕筋较密时,人工更难保证质量。C.相同条件下,绕筋机标准化制作钢筋笼是传统制作产量的3-4倍。D.相同任务量时,标准化制作可节省人工3/4。钢筋笼机械化加工场筹建指南:A.场地对于标准型设备,加工区占地面积至少30米x50米,地面需硬化平整;原材料区另计;成品笼子和钢筋原料的装卸需吊装设施;如设备加长,场地相应加长。A.场地对于标准型设备,加工区占地面积至少30米x50米,地面需硬化平整;原材料区另计;成品笼子和钢筋原料的装卸需吊装设施;如设备加长,场地相应加长。B.人员5-7人/班,工期紧时,可分两班。C.耗材CO2气体、焊丝、焊条等就近定点采购。D.机具除主设备滚焊机外,还需准备切断机1台、对焊机2台以上、连接设备1台以上。.电力全部机具总功率约50KW.

 关键性能绕筋机参数:少灌注桩直徑:400mm;较大灌注桩直徑:2000mm;较大灌注桩长短:36m;箍筋直徑范畴:6-12mm;滚龙机箍筋是如何进行的灌注桩应在硬底化后场土里,并铺装木枕开展制做,制好后的建筑钢筋框架应整平垫放,灌注桩生产加工规定选用磨具规范化制做。灌注桩应每过1~2m设定临时性十字线加劲撑,防止形变;箍肋应建在主筋的里侧,环状筋在主筋的两侧,并同主筋开展碰焊而并不是捆扎。滚笼机常见于各种工地,工程施工场所,它的出现大大加快了人们的工作效率,那么我们应该如何正确的去使用它呢?小编带大家一起来看一下它的正确使用步骤。
关键性能绕筋机参数:少灌注桩直徑:400mm;较大灌注桩直徑:2000mm;较大灌注桩长短:36m;箍筋直徑范畴:6-12mm;滚龙机箍筋是如何进行的灌注桩应在硬底化后场土里,并铺装木枕开展制做,制好后的建筑钢筋框架应整平垫放,灌注桩生产加工规定选用磨具规范化制做。灌注桩应每过1~2m设定临时性十字线加劲撑,防止形变;箍肋应建在主筋的里侧,环状筋在主筋的两侧,并同主筋开展碰焊而并不是捆扎。滚笼机常见于各种工地,工程施工场所,它的出现大大加快了人们的工作效率,那么我们应该如何正确的去使用它呢?小编带大家一起来看一下它的正确使用步骤。
 jmc
jmc
