







利用连续式轧管机组生产热轧宿迁精密钢管是较先进的方法,若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制,冷拔通常在单链式或双链式冷拔机上进行挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出,此法可生产直径较小的钢管。
宿迁精密钢管的特征:
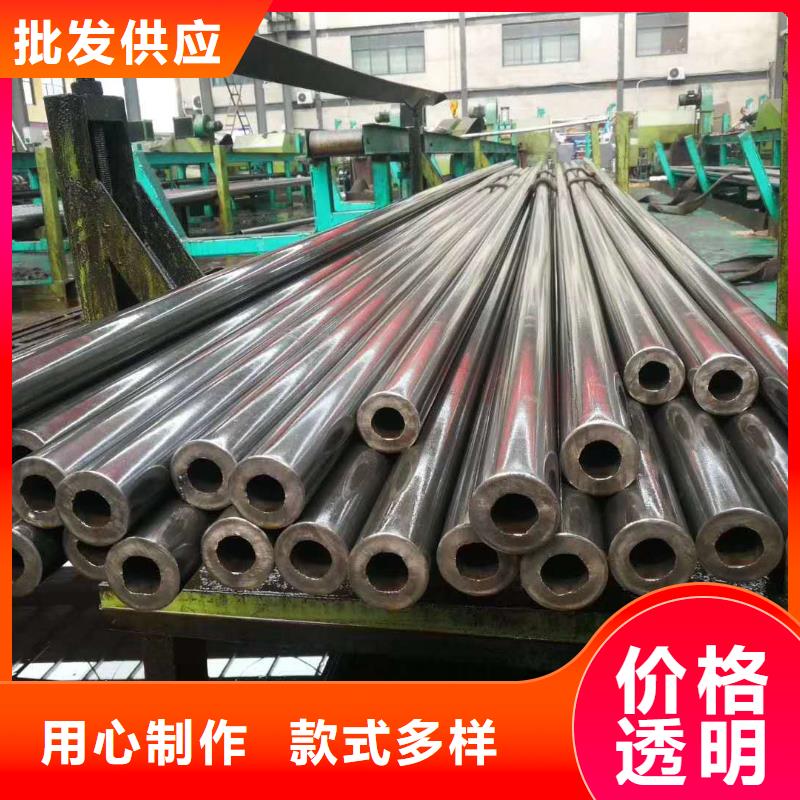
汽车精密钢管尺寸精度高,延展性好,容易加工弯成各种需要的形状而管子截面不会缩小或变扁;管子表面精度高、经无氧回火处理后表面硬度适中易于卡套连接,内孔和表面经磷化防锈处理后无需酸洗除锈可直接安装。精密液压无缝钢管独特的优越性,在液压行业得到广泛推广应用。
2、宿迁精密钢管管钝化
钝化工艺只能处理表面精密的精密钢管和不锈铁,精细亮光管钝化的首要目的就是避免精密钢管表面氧化和被腐蚀。
3、宿迁精密钢管酸洗
精密钢管酸洗处理的意图是以除掉高温焊接热处理或热加工后精密钢管外表的氧化皮。也能达到红锈腐蚀的钢或铁或钢颗粒污染物的目的。但是酸洗需注意酸洗后要及时清洁精密钢管表面的酸液否则钢管表面很快会开始生锈腐蚀。导致在下面的钢管表层的耐腐蚀性下降。
宿迁精密钢管材料的性能:
1、宿迁精密钢管冲压性
冲压性是指金属经过冲压变形而不发生裂纹等缺陷的性能。许多金属产品的制造都要经过冲压工艺,如汽车壳体、搪瓷制品坯料及锅、盆、盂、壶等日用品。为保证制品的质量和工艺的顺利进行,用于冲压的金属板、带等必须具有合格的冲压性能。
宿迁精密钢管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题。圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成精密钢管。
宿迁精密钢管内径由定径机钻头的外径长度来确定。国标精密钢管经定径后,进入冷却塔中,通过喷水冷却,精密钢管经冷却后,就要被矫直。精密钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若精密钢管内部有裂纹,气泡等问题,将被探测出。精密钢管质检后还要通过严格的手工挑选。精密钢管质检后,用油漆喷上编号、规格、生产批号等,并由吊车吊入仓库中。
宿迁精密钢管主要用做石油地质钻探管、石油化工用的裂化管、锅炉管、轴承管以及汽车、拖拉机、航空用高精度结构管等。
宿迁精密钢管是用于机械结构、液压设备的尺寸精度高和表面光洁度好的小口径无缝管。选用精密无缝管制造机械结构或液压设备等,可以大大节约机械加工工时,提高材料利用率,同时有利于提高产品质量。
宿迁精密钢管的一般规格:
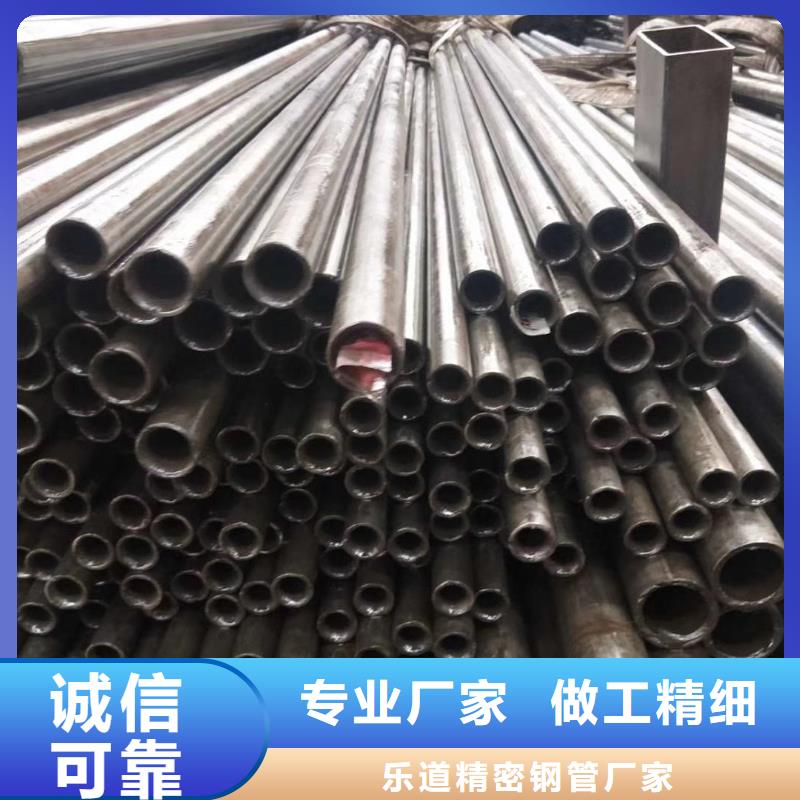
宿迁精密钢管外径在(3mm-42mm)之间的大家习惯称之为小口径精密钢管、因为他的直径比较的小。
宿迁精密钢管壁厚在(0.8mm-12mm)其实还可以分为:小口径厚壁精密钢管、小口径薄壁精密钢管。
宿迁精密钢管的计算公式:
[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)。
